结晶器调宽调锥技术在马钢CSP连铸中的应用
内容简介
 数控技术
数控技术共中书与质
结晶器调宽调锥技术在马钢 CSP连铸中的应用
韦文都
(马钢第一钢轧总厂安徽马鞍山243000)
摘要:以马钢CSP连铸结晶器调宽调维系统的成功应用为例,对其中涉及的部分理论加以探讨着重介绍RAM控制原理以及控制效果分析。
关键调:TCS工艺控制器结品器调宽调维EDAS数据分析中图分类号:TF341.6
文章编号:1007-9416(2014)07-0004-02
文献标识码:A
Abstract: According to the successfil about RAM system application on Caster of CSP in Masteel,we discu especially introduce the RAM control principle and the application.
Key Words:Technical Control System Mould wide adjustment EDAS data acquisition and analysis
在CSP连铸设计中,RAM(RemoteAdiustableMould)作为流铸必备条件之一面存在。RAM通过控制伺服电机实现结品器的离线与在线调宽调锥,以实现快速调整产品规格,改善结品器钥板热流比或热通量,提高铸坏产品质量,保证铸过程稳顺。
马钢CSP结品器调整由四台变频器控制四台何服电动机来实现,用来改变结品器宽度和锥度,四个轴杆(包括齿轮和制动器、伺服电机驱动)布置在窄面段的项部和底部(每边两个)变频器(具有 sin/cos算法和温度反馈)速度控制.算法反馈转换成双向(90度转换)增量信号以产生向前/向后信号,从而在TCS系统中用计数板(VME2540/TCS1)对实际位置计数。正参考值用以增加,反参考值
用于减少轴杆位置。其系统示意图如图1所示。 1控制系统描述
RAM的功能定义为以状态机描述的顺序控制系统,RAM顺序控制定义为一个状态机,描述所有允许的状态变化和针对状态变化的执行条件。4个速度控制的伺服电机,具有制动器和算法反馈以调整窄面段宽度和锥度。具体控制模式包括。
1.1压力控制
对于活动段压力控制使用两个比例阀,压力参考值由一个斜坡发生器产生,当处于关闭状态时压力控制单元自动调整到正常压力值,在减压状态自调到低压值,压力控制单元配有一个PID控制器和压力反馈。
1.2位置控制
窄面传动的位置控制具有速度控制变频器,以定义的速度常量执行预定的斜坡加速到参考位置,具有位置反馈的PID控制器用于执行最小偏差控制,位置控制器自动产生位置差参考值给每个传动。如果增加/减小左侧或右侧的锥度,通常在关闭方向启动调整,增加锥度底部推杆指向结品器中心,减小锥度顶部推杆指向结品器中心。对于减小宽度调整,所有推杆在关闭方向上并行移动,在打开方向启动推杆自动偏差调整。如图2所示。
TAPER0.0MM
M1 AMP(M3)
LEFT
收移日期:2014―07-28
0.0 0.6 图1
TAPER0.0MM
(M2 AMP 0.0 M4
RIGHT
1.2.1自动轴择公差扑像
ss some theory concemed in the project
自动调整时以打开方向的轴杆调整运动跟随其他自动启动调整顺序,首先,所有四个传动以打开方向(1mm每个轴杆)触发,然后,所有传动以关闭方向触发,在运动的最后,回到原始正常值。
1.2.2自动断面调整
在递减自动断面调整时,宽面调整后自动进行锥度调整,锥度调整总是在关闭方向。在递增动布局调整时,宽面后自动进行锥度调整,与递减一致,但其后随有轴杆自动容错调整。
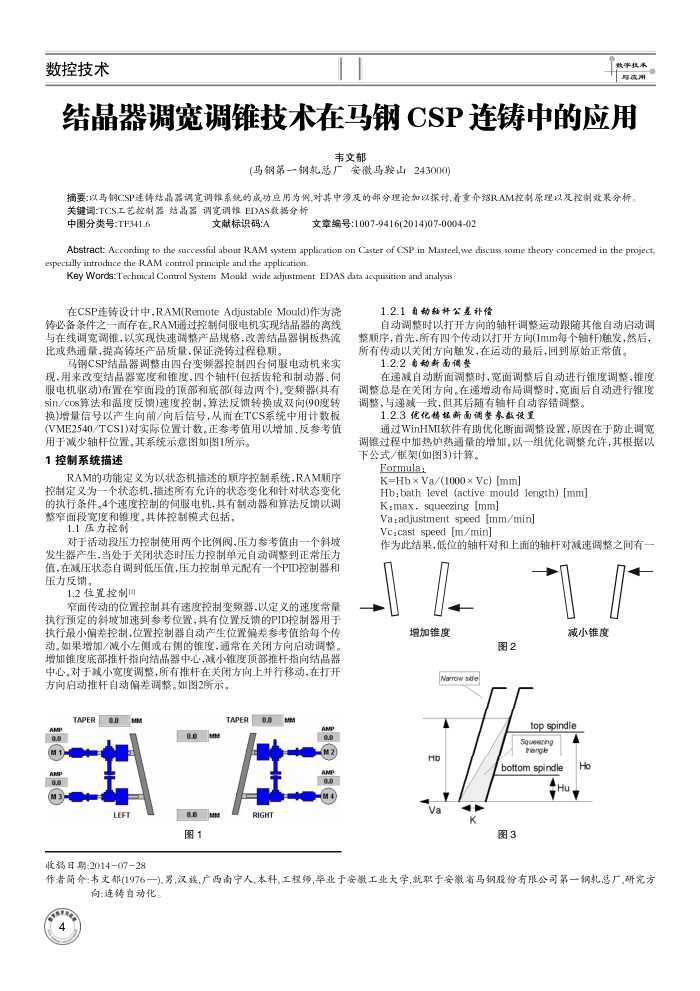
1.2.3优化特报新面调考参数设置
通过WinHMI软件有助优化断面调整设置,原因在于防止调宽调维过程中加热炉热通量的增加。以一组优化调整允许,其根据以下公式/框架(如图3)计算。
Formula:
K=Hb × Va/(1000 × Vc) [mm]
Hb:bath level (active mould length) [mm] K:max, squeezing [mm]
Va :adjustment speed [mm/min] Vc:cast speed [m/min]
作为此结果,低位的轴杆对和上面的轴杆对减速调整之间有一
增加锥度
Narrow sife Hb
Va
K
图2
减小锥度
top spindle
Squeeng renge
bottom spindle Hu 图3
H
作者简介:韦文部(1976一),男,汉族广西南宁人,本科,工程师,毕业于安徽工业大学,就职于安徽省马钢股份有报公司第一钢轧总厂,研究方
向:连铸自动化