基于NSGA-II的炼钢-连铸调度多目标优化
内容简介
 数事技来与率用
数事技来与率用应用研究
基于NSGA-II的炼钢-连铸调度多目标优化
朱朝月
(华北理工大学电气工程学院河北唐山063009)
摘要:为了多日标优化炼钢-连铸生产调度问题,引入了快速非支配排序遭传算法(NSGA-II)。以最小化浇次计划究工时间和最小化中间等待时间作为优化目标,依据炼钢-连铸工艺要本建立数学模型,通过NSGA-Ⅱ1在解空间技需Pareto最优解集。仿真结果表明,该算法解决炼钢一连铸调度同题,能够还速得到性能优越的Pareto前端,端排出高质量的生产计划,提高决策者的工作效率。
关键词:NSGA-II炼钢-连铸生产调度多日标优化中图分类号:TP273
文献标识码:A
炼钢和连铸工序的协调生产对改善钢厂的生产组织方式和提高系统的运行效率起着非常重要的作用",该过程中各方面约束限制和不可控因素较多,炼钢一连铸调度计划的优化,对于提高企业生产效率,降低资源、人力消耗等具有重要意义。对炼钢一连铸调度的优化往往涉及多个优化目标。不同的优化目标可能相互制约,即某些目标的改善可能导致其它目标的恶化。NSGA一ⅡI是近年来兴起的种多目标优化算法,它降低了非劣排序遗传算法(NSGA)的复杂性,具有运行速度快,解集的收敏性好等优点。本文引人NSGA-II对炼钢一连铸调度进行多目标优化,并通过仿真实验,验证了该方法的有效性。
1炼钢-连铸调度模型
1.1问题描速
炼钢一连铸主要包含冶炼、精炼和连铸三个主要环节,每个环节都存在多个并行机组。冶炼多为氧气顶吹转炉冶炼;精炼分为多种精炼工艺,如LF、RH、AOD等,连铸是将液态钢水连续洗铸成固态铸坏的过程。不同钢种所需的精炼工艺存在差别,有的只经过一道精炼工序,有的可能需要多重精炼。因此,炼钢一连铸调度问题属于多工件、多阶段和多并行机的,具有有限缓冲能力的混合流水车间调度问题,通过炼钢一连铸调度计划编制,协调各工序各设备的生产节奏,在满足约束条件的前提下,尽可能缩短炉次的等待时间,缩短浇次计划的完工时间。
1.2基本假设
表1浇次计划
浇次号
2 3
种 A B C
炉数 7 6 8
工艺流程 LD-LFCC LD-LF CC
LDLFRHCC
目标铸机
3 cc1 cc2
转-[3 2 [1-4
1-6
转炉23-1
-5
-7
[1-3
转护3 LF1 LF2 RHI
oC1 OC2
0
2
3-33-4
3-6
3-5
文章编号:1007-9416(2016)08-0061-02
考虑到钢铁生产流程的复杂性,为了便于炼钢一连铸调度问题的数学抽象,现根据实际情况做如下假设:(1)只考虑冶炼、精炼和连铸三个主要环节的工序及设备。(2)浇次计划已知,包括浇次总数,各浇次所包含的炉次数、炉次的加工流程及对应的目标铸机,(3)已知炉次在上下工序间的运输时间,最长等待时间以及同一连铸机上相邻浇次间的最短间隔时间。
1.3符号和变量
符号:0,表示第个浇次第i个炉次;M表示第k种的第1个设备。变量:7M,[O,]、7M[O,1~分别表示0,在M,上加工的开始时间和结束时间;常数:N为炉次总数,P为浇次总数,R为设备种类总数(k=1为转炉,k=R为连铸机),T-表示炉次在两设备闻运输所需的时间,T-.表示炉次在两设备间的最长运输时间。
1.4数学模型
基于对模型的基本假设,构建炼钢一连铸调度的多目标优化模型如下:
min f = TM[O, I - --,- TM[O, - ---
[["
(1)(2)
式(1)是最小化完成整个浇次计划的时间;式(2)是最小化各炉次等待时间。根据实际炼钢一连铸过程,模型需满足以下约束条件:(1) 每个炉次属于且仅属于一个浇次,(2)炉次在加工过程中,必须完成个工序后,才能开始下一个工序,(3)每个炉次都有固定的工序顺序;(4)每个设备在同一时间加工的炉次数不超过其工位数;(5)每个工序加工时间不小于其必要加工时间(6)钢包在工序间停留时间小于允许的最长等待时间,(7)同一铸机相邻浇次闻隔时闻间,不小于其
最小间隔时间, 2NSGA-II算法
[2-2
24
2-
3-8
[3- 3-2]
3-4
3-3
0-111-2[0-31-4]1-50-6-7
3-1
32
33
3-4
2-6
2-5
3-63-7
3-8
2-12-22-32-4 2-52-6
[35]
36]
0-11-21-31-4 1-5 1-611-7
[3-1
33
13-4
35
132
100
200
300
[37]
38
212-223242-526
13738
3-6
t/min
400
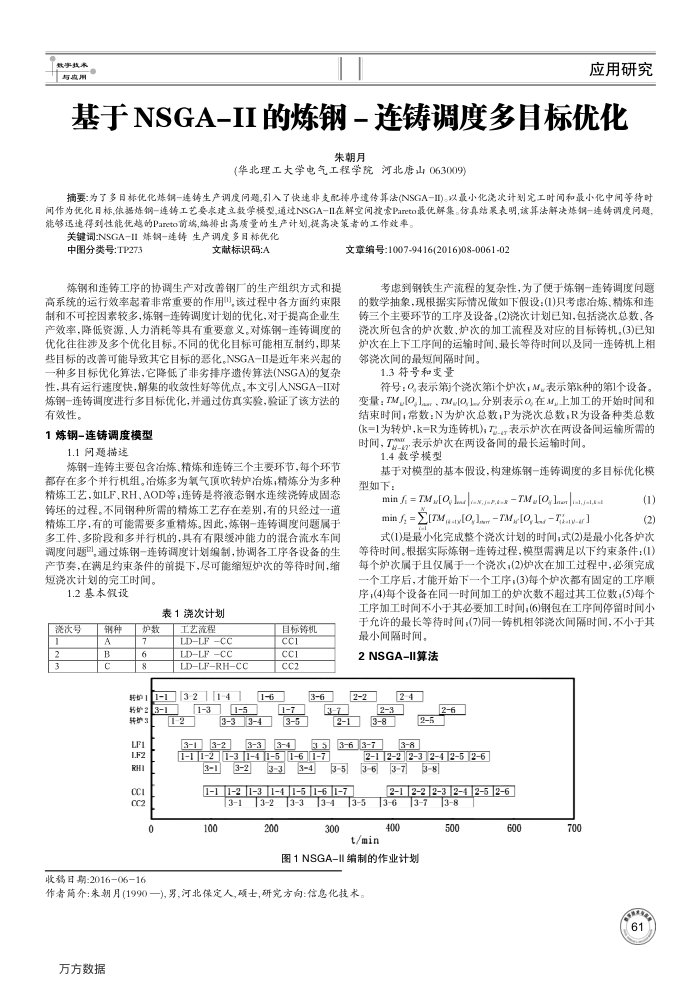
图1NSGA-II编制的作业计划
收稿日期:2016-06-16
作者简介:朱朝月(1990一),男,河北保定人,硕士,研究方向:信息化技术万方数据
000
009
002