您当前的位置:首页>论文资料>调压铸造控制系统中多线程实时调度算法研究
调压铸造控制系统中多线程实时调度算法研究
内容简介
 与盘用
与盘用算法分析
调压铸造控制系统中多线程实时调度算法研究
宋宏勋韩毅吴初娜
(长安大学汽车学院陕西西安710064)
摘要;为了提高调压铸造控制系统的实时性和控制精度,提出一种多线程实时调度的算法。研究基于程序片断的相关片断图分析方法与基于片断粒度和时间片的程序细分原理,将控制程序进行严格划分。分析事件驱动调度策略和时间片调度策略,综合考虑控制系统中两种调度策略的优先级别,对各线程程序片断进行程序细分和重组。该算法在某型调压铸造控制系统的应用中取得了良好的效果。实践证明,该算法能够使调压铸造工艺工作曲线安全平稳合理,大幅度的提高了产品的品质
关键词:片断粒度事件盟动调度时阔片调度程序细分和重组中图分类号:TP301.6
文献标识码:A文章编号:1007-9416(2011)06-0133-03
StudyonMulti-threadScheduleAlgorithmoftheAdiusted
Pressure Casting ControlSystem
SONG Hongxun', HAN Yi', wU Chu-na
(1. School of Automobile, Changan University, Xi' an Shaan' xi, 710064)
ABSTRACT: To improve the real time and control precision of the adjusted pressure casting control system, a multi~thread schedule algorithm is pre sented. The analysis of the relatedslice graph based on code slice and the theory of code subdivision based on slice granularity and timeslice are studied tc strictly divide the control program. Analyze the strategies of eventdriven schedule and timeslice schedule, then the multithread program slice is divided and recombined on the basis of the priority ofall schedule strategies in control system. It was applied to an adjusted pressure casting system and the preferable effect is acquired. The resuit proves that the algorithm can make working curves of adjusted pressure casting safe, stable and reasonable, which significantly improve the quality of products
KERWORDS: slice granularity; eventdriven schedule; timeslice schedule; code subdivision and tecombination
1、引言
调压铸造问世于20世纪60年代,它兼有低压铸造和压力铸造的优点,与传统重力铸造、真空吸铸以及低压铸造等铸造方法相比,在复杂薄壁铸件生产中显示出明显的优势"。设计好合理的调压铸造工艺曲线后,铸件的品质在很大程度上依赖于工艺曲线的控制精度。
在大型复杂薄壁铸件铸造过程中,各外围操控设备数量多,性能参数各异,具有不同的通信要求和响应速度,因而控制系统一方面需要与外围设备保持良好通信,监控各设备工作状态,对各种异常状态做出实时处理";另一方面需要实时获取各设备和产品状态参数,计算出控制参数,并把参数实时返回,调节各外围设备状态34]。因此,控制系统具有复杂多变性和严格的实时性。本文讨论某型调压铸造系统中利用多线程搭建内部控制系统,研究采用实时调度策略控制外围设备进行参数实时准确调节的方法。
2、向题描述
2.1基本定义
定义2.1:由一序列不可分割的程序语句构成的语句序列称为程序片断,该语句序列开始后即独占处理器,必领等语句序列结束才能交出处理器控制权用S,(n)表示。
定义2.2:由某一个程序片独占处理器过程中消耗的时间称为片断粒度用工,表示,其单位为处理器时钟跳动次数
定义2.3:系统可以为每个程序片断分配的可允许的片断粒度称为时间片用工表示。
万方数据
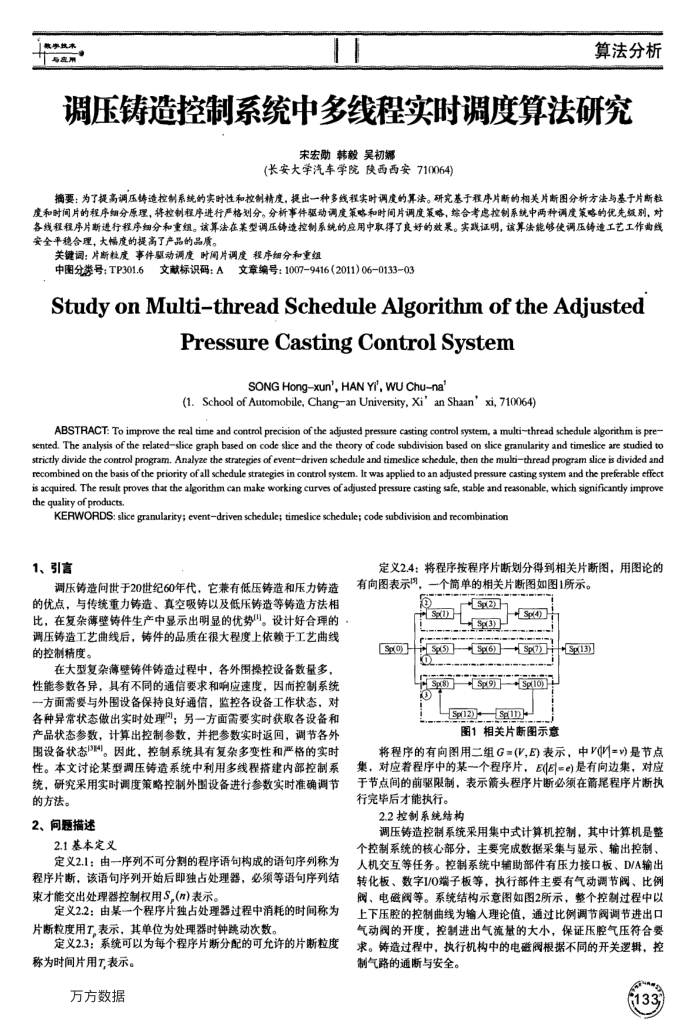
定义2.4:将程序按程序片断划分得到相关片断图,用图论的
,一个简单的相关片断图如图1所示。
有向图表示网,
S
oH
Sp(8) 3
S2 Se3) +[Sp(6]
Sp
+S13]
oo
2
图1相关片断图示意
将程序的有向图用二组G=(V,E)表示,中V(=v)是节点集,对应着程序中的某一个程序片,E(Ee)是有向边集,对应于节点间的前驱限制,表示箭头程序片断必须在箭尾程序片断执行完毕后才能执行。
2.2控制系统结构
调压铸造控制系统采用集中式计算机控制,其中计算机是整个控制系统的核心部分,主要完成数据采集与显示、输出控制、人机交互等任务。控制系统中辅助部件有压力接口板、D/A输出转化板、数字1/0端子板等,执行部件主要有气动调节阀、比例阀、电磁阀等。系统结构示意图如图2所示,整个控制过程中以上下压腔的控制曲线为输入理论值,通过比例调节阀调节进出口气动阅的开度,控制进出气流量的大小,保证压腔气压符合要求。铸造过程中,执行机构中的电磁阀根据不同的开关逻辑,控制气路的通断与安全。
133
上一章:炼钢连铸生产运行监控系统
下一章:基于NSGA-II的炼钢-连铸调度多目标优化