您当前的位置:首页>论文资料>激光焊机在酸轧联合机组中的应用
内容简介
 ・应用研究・
・应用研究・[摘
激光焊机在酸轧联合机组中的应用
张核新
(首钢京唐钢铁联合有限黄任公司
要介绍了酸轧联合机组中激光焊机的结构特点及其主要功能。
[关键调]激光焊机[中图分类号ITG43
1简介
夹钳
对中
[文献标识码]A
河北唐山
063000)
数字技术与应用
[文章编号]10079416(2010)01009302
进行控制,如焊接小车的移动、X轴的调
首钢京唐酸轧联合机组激光焊机是从日本TMEIC公司引进的,是机组最关键的设备之一。它的作用是对热轧带销的带头、带尾进行焊接,以保证机组的连续运行,因此它的焊接质量和焊接周期将直接影响机组的正常运行。
此焊机的焊机范围比较广,可焊接高硅钢、高强钢、不锈钢及蜓碳钢等钢种。它的自动化程度比较高,多处采用何服系统
出口夫作
工作义后能乐据支作级
调整提
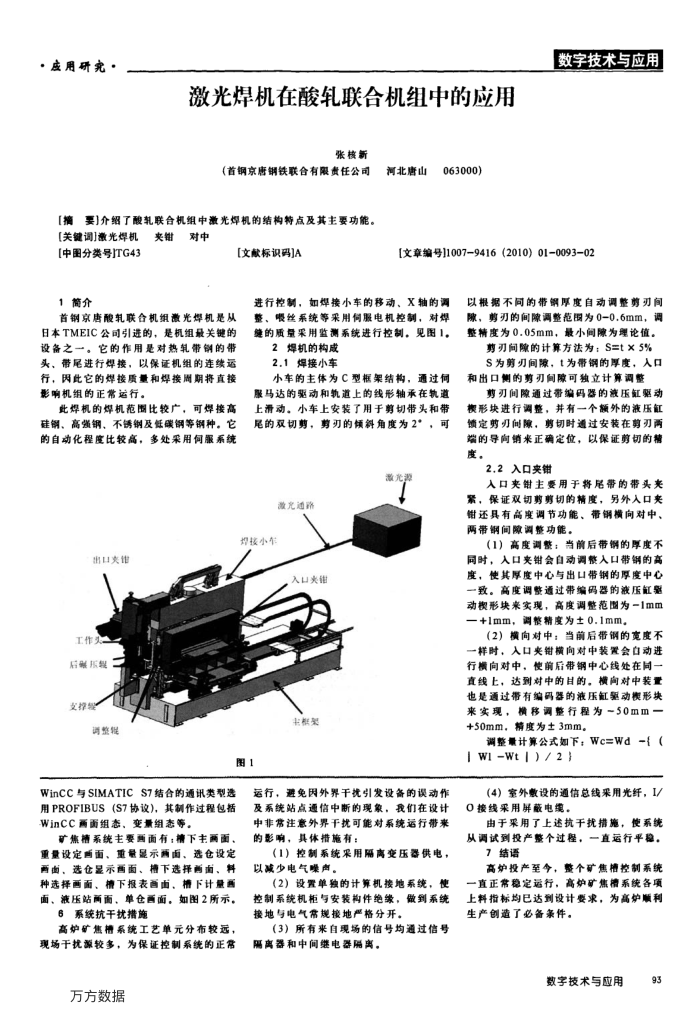
喂丝系统等采用例服电机控制,对焊缝的质量采用监测系统进行控制,见图1,
2焊机的构成 2.1焊接小车
小车的主体为C型框架结构,通过何服马达的驱动和轨道上的线形轴承在轨道上滑动。小车上安装了用于剪切带头和带尾的双切剪,剪刃的倾斜角度为2*,可
激光源
激充通路
焊接小车
入口央谢主概架
图1
WinCC与SIMATICS7结合的通讯类型选用PROFIBUS(S7协议),其制作过程包括 WinCC两面组态、变量组态等。
矿焦精系统主要西面有:精下主两面、重量设定酉面、重量显示西面、选仓设定西面、选仓显示西面、槽下选择商面、料种选择画面、槽下报表酉面、槽下计量函面、液压站商面,单仓西面,如图2所示,
6
系统抗干扰措施
高炉矿焦精系统工艺单元分布较远,现场干扰源较多,为保证控制系统的正常
万方数据
运行,避免因外界干扰引发设备的误动作及系统站点通信中断的现象,我们在设计中非常注意外界干扰可能对系统运行带来的影响,其体措施有:
(1)控制系统采用隔离变压器供电,以减少电气噪声。
(2)设置单独的计算机接地系统,使控制系统机柜与安装构件绝缘,做到系统接地与电气常规接地严格分开。
(3)所有来自现场的信号均通过信号隔离器和中间继电器隔离。
以根据不同的带钢厚度自动调整剪刃间除,剪刃的间障调整范图为0-0.6mm,
话
整精度为0.05mm,最小间除为理论值。剪刃间除的计算方法为:S=t×5% S为剪刃间隙,t为带钢的厚度,入口
和出口侧的剪刃间隙可独立计算调整
剪刃间隙通过带编码器的减压红驱动模形块进行调整,并有一个额外的液压缸绩定剪刃间隙,剪切时通过安装在剪刃两端的导向销米正确定位,以保证剪切的精度,
2.2入口夹错
入口夹钳主要用于将尾带的带头夹紧,保证双切剪剪切的精度,另外人口夹钳还具有高度调节功能、带钢横向对中、两带钢间隙调整功能。
(1)高度调暨:当前后带钢的厚度不同时,入口突钳会自动调整入口带钢的高度,使其厚度中心与出口带钢的厚度中心一致。高度调整通过带编码器的减压缸题动模形块来实现,高度调整范围为-1mm +1mm,调整精度为±0.1mm。
(2)横向对中:当前后带钢的宽度不一样时,入口夹钳横向对中装置会白动进行横向对中,使前后带钢中心线处在同一直线上,达到对中的目的。横向对中装置也是通过带有编码器的液压缸驱动模形块来实现,榜移调整行程为~50mm一 +50mm,精度为±3mm。
调整量计算公式如下,Wc=Wd-f( 1WIWt 1) /21
(4)室外数设的通信总线采用光纤,1/ O接线采用屏蔽电缆。
由于采用了上述抗干扰措施,使系统从调试到投产整个过程,一直运行平稳, 7结语
高炉投产至今,整个矿焦精控制系统一直正常稳定运行,高炉矿焦稽系统各项上料指标均已达到设计要求,为高炉利生产创造了必备条件。
数字技术与应用
93
上一章:一种钎焊炉实时温度控制系统的设计与实现
下一章:钢连铸两相区溶质再分配数学模型