您当前的位置:首页>论文资料>国产刀具和进口刀具切削钛合金的测试研究
内容简介
 精密制造与自动化工艺与装备
精密制造与自动化工艺与装备2017年第3期
国产刀具和进口刀具切削钛合金的测试研究
邹左明
(四川信息职业技术学院四川广元628017)
摘要钛合金是一种难加工材料,如何提高加工效率和表面质量一直是航空航天工业等行业急需解决的问题。钛合金以耐腐蚀、强度高等优越性能在工业应用中很受欢迎,但由于钛合金切性能较差,国内大多数采用进口刀具,价格昂费,从而加工成本非常高,因此深入研究国产刀具加工钛合金测试研究已成为目前迫切需要解决的
问题。对两种类型的钛合金加工刀具进行对比,为以后研究加工钛合金刀具提供技术参考。关键词钛合金测试研究进行对比
目前,我国已成为世界飞机零部件制造的重要生产国。在航空发动机零件当中大量采用镍基合金(Inconel718)和钛合金(Ti6A14V)制造,对于这些超强度、工艺性能差的材料,加工非常困难,目前国内的研究水平还比较低。伴随着航空航天领域难加工材料的应用逐渐增多,刀具作为切削加工的主要因素之,其在解决航空航天材料的加工难题和难加工材料的研究中起到至关重要作用。随着近几年国家大量科研经费的投入,我国的刀具技术突飞猛进,逐渐向发达国家靠齐,刀具切削性能显著提高。
刀具性能测试方法
根据测试要求,将钛合金铣削性能测试总体方案分为不考虑特征和考虑特征两种加工情况;切削性能分为切削力、表面质量、切屑形态和切削变形等4种:性能测试因素包括切削速度、进给量、
轴向切深、径向切深等。每进行一次刀具铣削性能
测试,对切削力、表面质量、切屑变形量、切削变形量和刀具磨损量进行测量记录。部分特征试件的切削力和变形分析由AdvantEdge和ANSYS软件完成。
2
刀具应用验证对比
对3组国内外相同类型的钛合金加工铣刀进行
加工性能、磨损、寿命验证对比,得到每组刀具在相同切削参数及加工特征下的表面质量、刀具磨损、破损等切削数据,以验证国产钛合金加工铣刀的加工性能。同时,通过验证对比,分析不同型号刀具的抗磨损能力,根据表面的粗糙度分析刀具的磨钝
现象,并建议合理的换刀时间。 2.1对比刀具
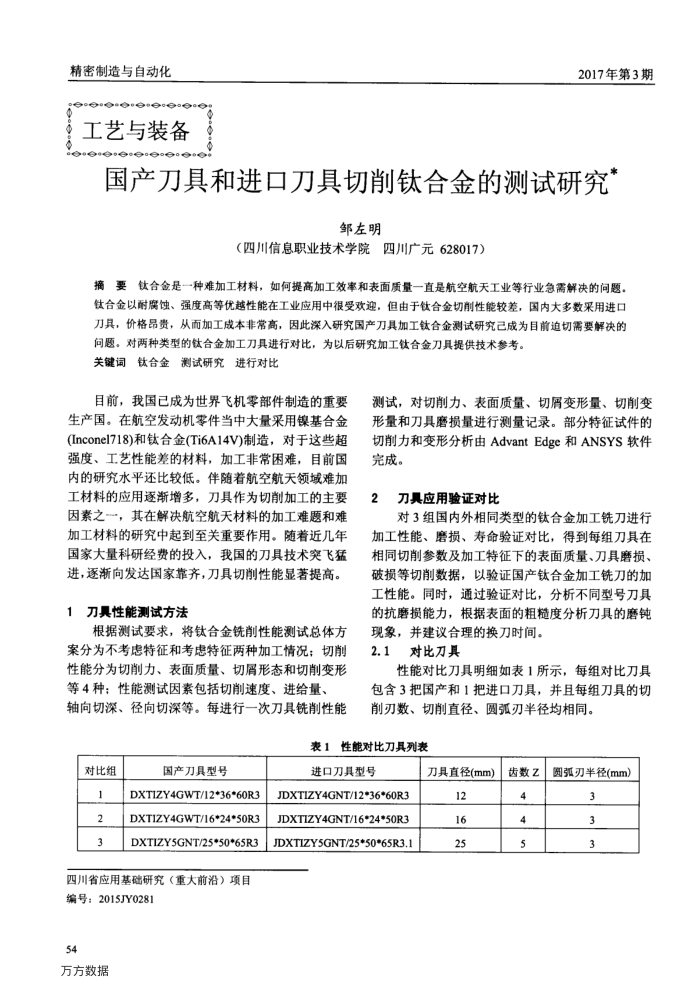
性能对比刀具明细如表1所示,每组对比刀具包含3把国产和1把进口刀具,并且每组刀具的切削刃数、切削直径、圆弧刃半径均相同。
表1
性能对比刀具列表
对比组-2 3
国产刀具型号
DXTIZY4GWT/12*36*60R3 DXTIZY4GWT/16*24*50R3 DXTIZY5GNT/25*50*65R3
四川省应用基础研究(重大前沿)项目
编号:2015JY0281 54
万方数据
进口刀具型号
JDXTIZY4GNT/12*36*60R3 JDXTIZY4GNT/16*24*50R3 JDXTIZY5GNT/25*50*65R3.1
刀具直径(mm)
12 16 25
齿数Z 4 4 5
圆弧刃半径(mm)
3 3 3