����ǰ��λ�ã���ҳ>��������>��������վ�������Զ���ϵͳ����
��������վ�������Զ���ϵͳ����
���ݼ��
 ���ؼ���
���ؼ�����������վ�������Զ���ϵͳ����
������
(���ֶ�������ά�˳���ӱ���075100)
����Ͷ��������
ժҪ�����ֶ�����������վ�ڽ���Ͷ������ϵͳ�����Զ����̶ȱȽϸ�,��֮����ʱ��϶���ˣ��ƶ�������������������¶����,��Ҫ������ճ�������ά�������˲�������,��˶�����վ�İ���������ϵͳ���и��졣���ļ������ֶ�����������վ��Ͷ����,��������¶����һϵ�����⣬�Լ�����Ҫ����ĸ���취��
�ؼ��ʣ������غ�����·�Ű�ȫ����
��ͼ����ţ�TP273
1����ǰ��������������״��
���ױ�ʶ�룺A
������ԭ��ʹ��ʩ�͵¼���PLC����ϵͳ��ά����Ա���ܲ鿴���Ƴ�����û��ֱ�۵ļ�ػ��棬�����������У������������ֹ���ʱ��ά����Ա���ܺܿ��ҳ�����ԭ���ӳ��˴�������ʱ�䣬Ӱ�����ֵ��������ࡣͬʱ�ò�Ʒȱ��������PLCͨѶ�Ľӿڣ����²��ܴӰ�����ϵͳ��ȡ���ݸ������壬ʹ�û������������豸֮��������һЩ��ȫ���������������豸��ȫ���������⣬���ڸ�PLC ϵͳ����û�б���I/O�㣬����������Ҫ��չһЩ����ʱ���ܵ������ƣ������������AB��˾�ĸ߶˿�����ControlLogix5561���������ÿ���������ǿ���ٶȿ죬�ڴ���������������Ŀ����£�����ɻ������Ŀ���Ҳ��û���κμ��⣬��������Ŀ���ϵͳ���㹻����I/O�㣬�ڲ�����I/O�豸������±�ɽ�������ϵͳ���ɹ��������⣬���豾���24V��ԴϵͳҲ���㹻������������
��ϵͳʹ�ã� 2ȱ�ݴ���
2.1��д���������Ƴ���
���ȴ�������PLC���ϴ����µĿ��Ƴ��������µĿ��Ƴ����������µ���������ΪBZJ���ڸ�������ר�ű�д���������Ƴ�����ǰ����Ƴ�������ͼ1��ʾ��
2.2���Ӱ�������غ���
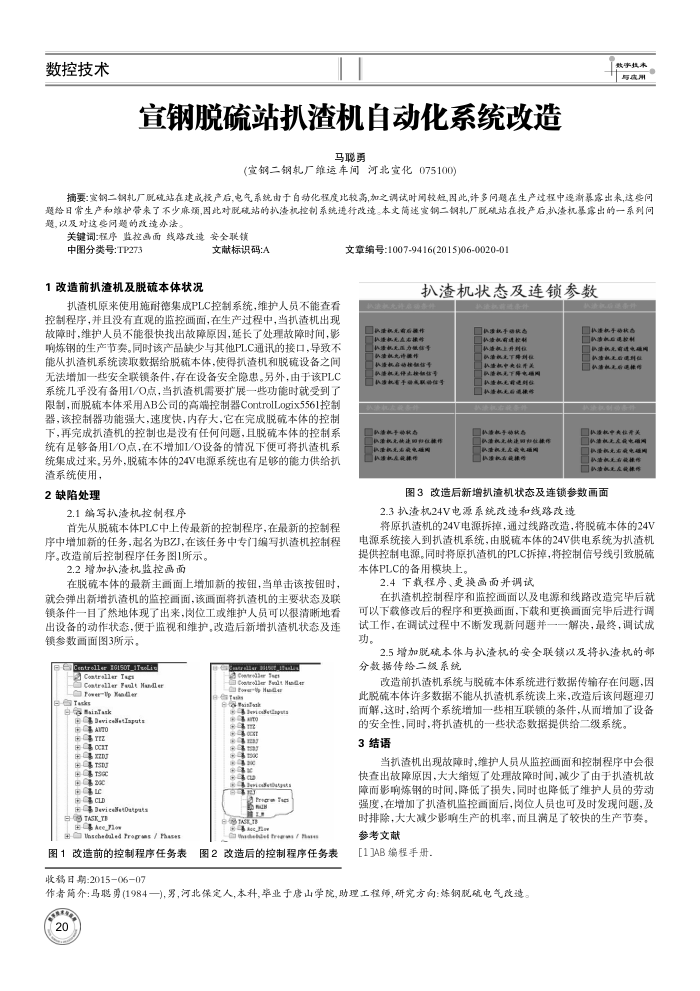
��������������������������µİ�ť���������ð�ťʱ���ͻᵯ�������������ļ�ػ��棬�û��潫����������Ҫ״̬����������һĿ��Ȼ�������˳�������λ����ά����Ա���Ժ������ؿ����豸�Ķ���״̬�����ڼ��Ӻ�ά�������������������״̬��������������ͼ3��ʾ��
B Centroller HOISOT_ITseLid
Coatrsller Tsgs
Costrsller Feelt Honet
L Toe-tp Xaeer Tasks
Dewieeetapute
OY m
20�� 9 ��
EC DeviceBetDatpat:
B-g TASK_TB ѹ Ae_no
- thschbded Fropas / Pasts ͼ1����ǰ�Ŀ��Ƴ���������������ڣ�201506-07
a ee Foae-y Hua
pagoet
detgst
kec
ͼ2�����Ŀ��Ƴ��������
���±�ţ�1007-9416(2015)06-0020-01
������״̬����������
����ע��6+ �л�e��Ȼ��
PER��ER��aA
3��R �˲����ͨ�س�
n
ae����a
AERLR��aA
���ٻ��ڶ�״��
�е�a LH
N��R��ͨ��R�绰 N����6R��
ͼ3���������������״̬�������������� 2.3������24V��Դϵͳ�������·����
��ԭ�ǻ���24V��Դ�����ͨ����·���죬���������24V ��Դϵͳ���˵�������ϵͳ�����������24V����ϵͳΪ�������ṩ���Ƶ�Դ��ͬʱ��ԭ��������PLC������������ź��������Ѵױ���PLC�ı���ģ���ϡ�
2.4���س��������沢����
�ڰ��������Ƴ���ͼ�ػ����Լ���Դ����·������Ϻ�Ϳ��������ĺ�ij���������棬���غ���������Ϻ���е��Թ������ڵ��Թ����в��Ϸ��������Ⲣһһ��������գ����Գ�
����
2.5�������豾����������İ�ȫ�����Լ���������IJ�
�����ݴ�������ϵͳ
����ǰ�ǻ�ϵͳ��������ϵͳ�������ݴ���������⣬����������������ݲ��ܴӰ�����ϵͳ������������������ӭ�ж��⣬��ʱ��������ϵͳ����һЩ��������������Ӷ��������豸
�İ�ȫ�ԣ�ͬʱ������������һЩ״̬�����ṩ������ϵͳ�� 3����
����������ֹ���ʱ��ά����Ա�Ӽ�ػ���Ϳ��Ƴ����л�ܿ�������ԭ��������˴�������ʱ�ţ����������ڰ��������϶�Ӱ�����ֵ�ʱ�䣬��������ʧ��ͬʱҲ������ά����Ա���Ͷ�ǿ�ȣ��������˰�������ػ����λ��ԱҲ�ɼ�ʱ�������⣬��ʱ�ų���������Ӱ�������Ļ��ʣ����������˽Ͽ���������ࡣ�ο�����
[1JAB����ֲ�
����飺������(1984һ),��,�ӱ�������,����,��ҵ����ɽѧԺ,��������ʦ,�о��������������������