您当前的位置:首页>论文资料>浅析过程自动化控制在1580精轧区的应用
内容简介
 数控技术
数控技术浅析过程自动化控制在1580精轧区的应用
田福伟
(唐山不锈钢公司河北唐山063000)
数事执每成用
摘要:1580mm热轧宽带生产线于2008年4月29日试车成功,随即投入使用。该生产线的特点是来用不锈钢在线热修磨工艺,可实现生产线混轧不同材质规格的热轧板券,生产线传动和自动控制采用西门子公司最新研制的64位失量控制技水,自动化控制系统为二级控制
关键词:轧钢自动化
中图分类号:TP273
文献标识码:A
文章编号:1007-9416(2014)07-0008-01
我国是个钢铁大国,随着国外先进技术的涌人,我国钢铁行业的自动化水平有了深远发展,轧钢行业更是采用了较为完善的自动化控制系统,实现基本自动化。近几年国内引进了不少先进的轧钢控制系统、先进的轧数学模型和先进的轧钢控制软件,1580生产线就是一个具有西门子最先进控制技术的自动化水平相对很高的轧钢卷板生产线
-个生产线的完善与否主要集中在精轧区的设计上,1580精轧
区的精轧机主传动采取“可控硅交交变频+SVC动态电网补偿“技
术,传动控制采用西门子公司最新研制的64位Simadynd高速失量控制技术,辅传动采取“PWM型交直交变频调速技术”。无调速要求的一般传动电机采用MCC集中控制。精轧机有AGC缸采用全液压自动厚度控制,工作辑弯串辑板型控制技术,液压低惯量活套技术,加强了带钢穿带的速度和张力的控制;采用轧制润滑工艺技术,降低轧制力,有利于大压下轧制。此外自动换辑装置使精轧机实现了自动换辑功能,大大降低了换辑时间,提高了生产效率,有效地节约时间增强了生产产量。
精轧区装备了各种大型仪表及检测仪表(测温仪,HMD等),F7 精轧机后设有测厚仪、平直度仪、凸度仪、测宽仪。这些仪表完成轧钢过程中带钢的力能参数,宽度、厚度、平直度,位置跟踪和温度的检测与反馈控制,与轧机形成闭环控制,完成生产线的自学习功能。
1580热轧线的自动化控制包括基础自动化和过程自动化,基础自动化级(1级)主要完成传动系统的顺序控制和仪表系统的调节控制,及绝大部分工艺控制,人机接口以及各种参数检测,这样可以 2级系统不投人的情况下实现半自动生产,过程自动化级(Ⅱ级)主要完成过程控制的模型计算,板型控制,优化设定数据,可实现按照不同规格、材质钢种的自学习,实现混合轧制功能。在这里主要分析下Ⅱ级系统在精轧的应用。ⅡI级最主要的就是精轧过程设定和版型控制。过程设定分三个模块:设定计算,自学习,穿带自适应。设定计算是是基于轧制理论数学模型计算出精轧区的各种物理参数,进行
操作工
输入
原始数据
精轧设定计算信号
出 KM出H M入H
温度
温度
系统常数
层别数据
执行数据穿带自适应
其它数据
实测数据
精乳自学习
实测值
图1
实测值
21 图2
压下规程的计算,决定设备基准值。自学习是将预测值与实际值进行比较,计算自学习系数用于设定计算,使设定值更接近实际值。精轧设定计算会根据前滑轧制力、压下位置、电机功率等轧制参数进行自学习功能,而自学习功能也会将自学习系数反馈给设定计算,这是一个循环的过程。在轧钢过程中,穿带自适应计算会根据上游机架的辑缝实测值修正下游机架辑缝压下位置,提高带钢同板厚度精度。设计流图如图1。
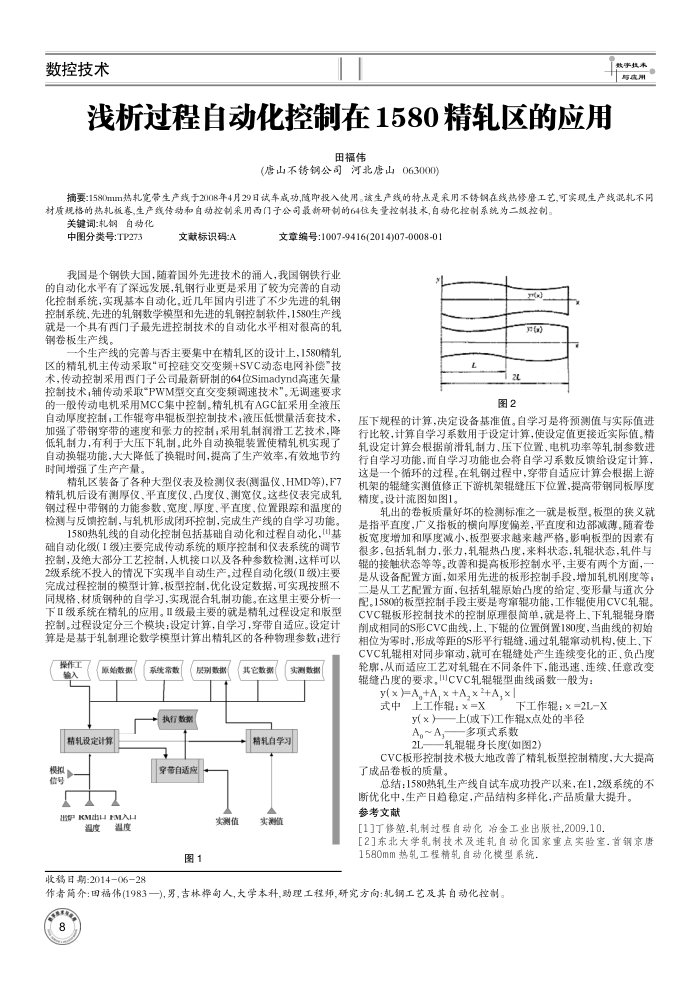
轧出的卷板质量好坏的检测标准之一就是板型,板型的狭义就是指平直度,广义指板的横向厚度偏差,平直度和边部减薄。随着卷板宽度增加和厚度减小,板型要求越来越严格。影响板型的因素有很多,包括轧制力,张力,轧辑热凸度,来料状态,轧辑状态,轧件与辑的接触状态等等。改善和提高板形控制水平,主要有两个方面,一是从设备配置方面,如采用先进的板形控制手段,增加轧机刚度等,是从工艺配置方面,包括轧辑原始凸度的给定、变形量与道次分配。1580的板型控制手段主要是弯审辑功能,工作辑使用CVC轧辑。 CVC辑板形控制技术的控制原理很简单,就是将上、下轧辑辑身磨削成相同的S形CVC曲线,上,下辑的位置倒置180度,当曲线的初始相位为零时,形成等距的S形平行辑缝,通过轧辑窜动机构,使上、下 CVC轧辑相对同步审动,就可在辑缝处产生连续变化的正、负凸度轮廊,从而适应工艺对轧辑在不同条件下,能迅速、连续,任意改变辑缝凸度的要求。川CVC轧辑辑型曲线函数一般为:
y(×)=A,+A, × +A, ×+A, ×I
式中上工作辑:x=X
下工作辑:×=2L-X
上(或下)工作辑x点处的半径
y(x)
A。~A,多项式系数 2L
一轧辊辑身长度(如图2)
CVC板形控制技术极大地改善了精轧板型控制精度,大大提高了成品卷板的质量。
总结:1580热轧生产线自试车成功投产以来,在1,2级系统的不
断优化中,生产日趋稳定,产品结构多样化,产品质量大提升。参考文献
[1]丁修垫.轧制过程自动化冶金工业出版社,2009.10.
[2]东北大学轧制技术及连轧自动化国家重点实验室.首钢京唐 1580mm热轧工程精轧自动化模型系统.
收稿日期:201406-28
作者简介:田福伟(1983一),男,吉林捍旬人,大学本科,助理工程师,研究方向:轧钢工艺及其自动化控制。