����ǰ��λ�ã���ҳ>��������>���� S7-200�� X62W ϳ�� PLC ����
���� S7-200�� X62W ϳ�� PLC ����
���ݼ��
 �����ȱ������
�����ȱ���������� S7-200��X62Wϳ��PLC����
֣������ܷ�
����ɽְҵ����ѧԺ���繤��ϵ�ӱ���ɽ064002��
���ؼ���
ժҪ���������ڽ����˻���S7һ200��X62W��ͳ����PLC���ƣ����ݿ���Ҫ��ȷ��PLC������������ӷ��䣬���������ͼ�������е������У�Ч��������ʹ��Ҫ��
�ؼ�����X62W��ϳ����������PLC����
��ͼ����ţ�TP273 0������
���ױ�ʶ�룺A
���±�ţ�1007-9416(2012)04-0023-01
����S7200��PLC226
X62W������ϳ����һ��ͨ�õ���;�㷺ϳ�����������ӹ�ƽ�桢б�桢���۵ȣ�װ�Ϸֶ�ͷ������ϳ��ֱ���ֺ������档��ͳ�Ŀ���ϵͳ���߸��ӡ�����࣬�������ϡ�Ϊ�˿˷�����ȱ�㣬��߿���ϵͳ�Ŀɿ��Ժͻ����ļӹ�Ч�ʣ�Ӧ��PLC���Ƽ�����X62W��
���������Ŀ���ϵͳ���и��졣 1��X62Wϳ���Ŀ���Ҫ��
(1)�����˶�һ�������������첽�綯��M1�����϶���
1)Ҫ��M1��ʵ������ת����˳ϳ����ϳ�ӹ���2)Ҫ��MI��ͣ���ƶ�����װ�ã��ڼӹ�ʱ��Ϊ�����������ת�ľ����ԣ������������ӹ�ʱ������������װ�з��֣��Ӵ�������ת����������ˣ����ö���������ƶ���
(2)�����˶�һһ�����������첽�綯��M2�����϶�������ɹ���̨6���������˶���
1)Ҫ��M2�ܹ�ʵ������ת����ͬһʱ�䣬ֻ�ܽ���һ������Ľ����˶��������ֱ���λ�ÿ�������Ϸ�ʽ��2)�����˶��ɽ����綯������ٵ���������ɡ�
(3)������ʩһһ1)Ϊ��ֹϳ���͵�����Ҫ��������ֹͣ�����������˶������ƶ���2)Ϊ��С�ӹ������ı���ֲڶȣ�Ҫ���ڽ���ֹͣ���������ֹͣ��ͬʱֹͣ�����IJ���ͬʱֹͣ��ʽ��
(4)X62Wϳ�����û�е���ٵķ�����Ϊ��֤����ʱ��������հ�ϣ���С����ɸ��ij����Ҫ�����ʱ�е��˲ʱ�嶯��
(5)��ȴ�õ綯��M3������QS2���ƣ�������֮������ 2������·
����綯��M1�ɽӴ���KM1���ƣ��������ת�����ɵ�˳����SA3Ԥ��ѡ�����綯��M2�ɽӴ���KM3��KM4����������ת��ʵ�ֹ���̨6������Ĺ��������Ϳ����ƶ�����ȴ�õ綯��M3
�ɽӴ���KM1�Ϳ���QS2���ơ� 3��PLC��ѡ��
����X62W�Ŀ���Ҫ����Ҫ���˵�16���������7����ѡ����
R
nasae=
600.0
Ʒ����Ȼ�Ľ�1
����
gxee
Ʒȫ
BAETA Aa
co
ͼ1I/O����ͼ
S����8e
H"H"H"H""""
HHH"H"H"* "*
HH
HH""
"""
ͼ2PLC����
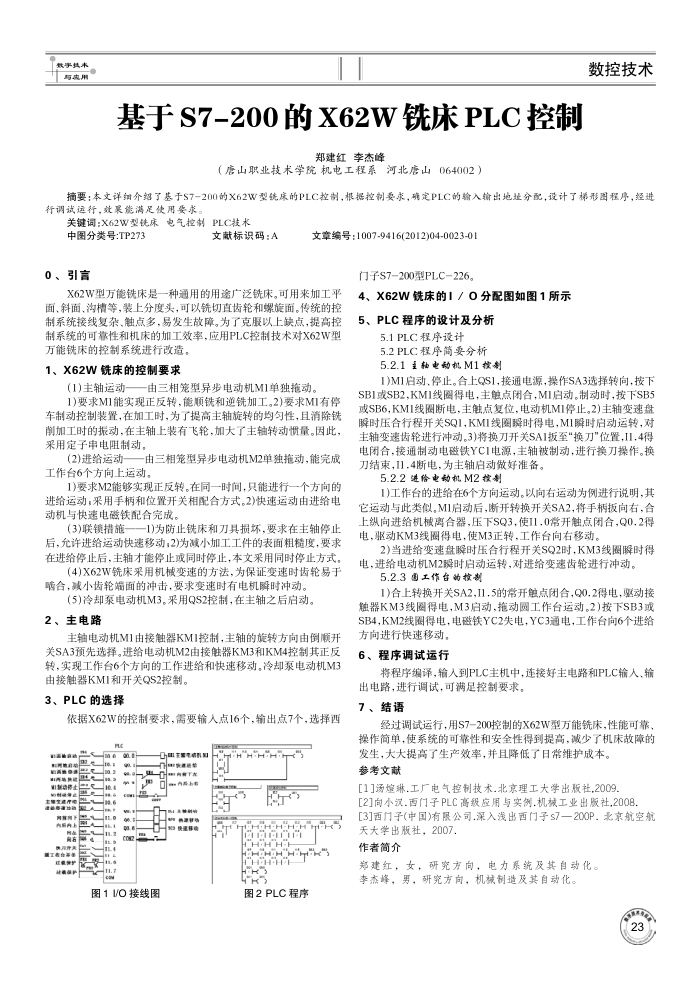
4��X62Wϳ����1��O����ͼ��ͼ1��ʾ 5��PLC�������Ƽ�����
5.1PLC�������
5.2PLC�����Ҫ���� 5.2.1����綯��M1����
1)M1������ֹͣ������QS1����ͨ��Դ������SA3ѡ��ת����
SB1��SB2��KMI��ͼ�õ磬������պϣ�MI�������ƶ�ʱ������SB5 ��SB6,KMI��Ȧ�ϵ磬�����㸴λ���綯��MIֹͣ��2)���������˲ʱѹ���г̿���SQ1��KMI��˲ʱ�õ磬M1˲ʱ������ת����������ٳ��ֽ��г嶯��3)����������SA1����"����"λ�ã�I1.4�õ�պϣ���ͨ�ƶ������YC1��Դ�����ᱻ�ƶ������л�������������������11.4�ϵ磬Ϊ����������������
5.2.2�����綯��M2Ͷ��
1)����̨�Ľ�����6�������˶����������˶�Ϊ������˵���������˶�������ơ�M1�����Ͽ�ת������SA2�����ֱ������ң��������������е�������ѹ��SQ3��ʹ11.0��������պϣ�Q0.2�õ磬����KM3��Ȧ�õ磬ʹM3��ת������̨�����ƶ���
2)������������˲ʱѹ���г̿���SQ2ʱ��KM3��Χ˲ʱ�õ磬�����綯��M2˲ʱ������ת���Խ������ٳ��ֽ��г嶯��
5.2.3ͼ����̨�İ���
1)����ת������SA2��11.5�ij�������պϣ�Q0.2�õ磬�����Ӵ���KM3��ͼ�õ磬M3�������϶�Բ����̨�˶���2)����SB3�� SB4��KM2��Ȧ�õ磬�����YC2ʧ�磬YC3ͨ�磬����̨��6������������п����ƶ���
�����������
6
��������룬���뵽PLC�����У����Ӻ�����·��PLC���ˡ���
����·�����е��ԣ����������Ҫ�� 7������
�����������У���S7-200���Ƶ�X62W������ϳ�������ܿɿ�������ʹϵͳ�Ŀɿ��ԺͰ�ȫ�Եõ���ߣ������˻������ϵ�
������������������Ч�ʣ����ҽ������ճ�ά���ɱ����ο�����
[1������.����������Ƽ���.����������ѧ������,2009
[2]��С��.������PLC��Ӧ����ʵ��.��е��ҵ������,200B
[3]������(�й�)����˾.����dz��������s7һ200P.�������պ�
���ѧ�����磬2007. �����
֣���죬Ů���о�������ϵͳ�����Զ�������ܷ壬�У��о�����е���켰���Զ�����
��һ�£�����PLC�ĵ��ݿ���ϵͳ���
��һ�£�����̨��PLC�Ľ�ѧϵͳ���