PLC技术实现PTG熔化箱温度控制系统改造
内容简介
 ・数字技术
・数字技术数字技术与应用
PLC技术实现PTG熔化箱温度控制系统改造
李江
(烟台工程职业技术学院
田玉
山东烟台
264006)
[摘要]熔化箱是--个恒温调节系统,对温度稳定度要求很高。本方案利用西门子的S7-200PLC226中的PID控制调节功能模块,实现对温度的稳定调节,控制简单,度控制准确,同时对整个系统的顺序动作进行集中控制,并对超限,超温等异常情况进
行自动处理和声光报警,[关健词]PLCPID
[中图分类号]P642
[文献标识码]A
引言
PTG是一种氨纶生产中的化工原料,其部分工序处理方法,仍依靠原日本工艺。象PTG熔化箱控制系统仍沿用原日本工艺,采用日本YOKOGAWA公司出品的温控表进行控制。该湿控表功能有限,造价高,系统构成紫杂,工艺操作监视缺乏灵活性,我们组织有关人员,采用以Si-emens公司S7=200的典型产品PLC226为核心的控制系统,对该系统重新设计。该系统专门面向中小型生产规模的过程控制,具有紧的设计,低廉的价格,强大的指令,可以近平完美的满足小规模的控制要求。特别是其系统软件中的PID控制功能模块,可简单地实现复杂的PID控制,对实现整个工艺过程的精确控制,起到了决定性作用。系统投入运行后,取得了良
好的经济效益。 1系统简介 1.1动作描述
系统初始化后启动,门机得电动作,由K1(开门到位行程开关)、K2(关门到位行程开关)控制门的开关限位,装入桶装MDI后,接下启动开关,系统自动运行。门机反向动作,进入关门动作,关门到位后,由热敏电阻T给PLC提供实时湿度信
DC
号,经PLC运算后,输出4-20mA
电流信号,控制调节阅TF的开关,进行 PID调节,使温度按预定斜率升值设定温度t,此时放置计时器动作,开始计时,经放置时间后,关闭调节阅TF,打开泄压阅 XF放出蒸汽,降低压力,经压力变送器P 检测实时压力,达到安全压力后,门机动作,门打开,开门到位后,发出声光信号,等待下工序指令
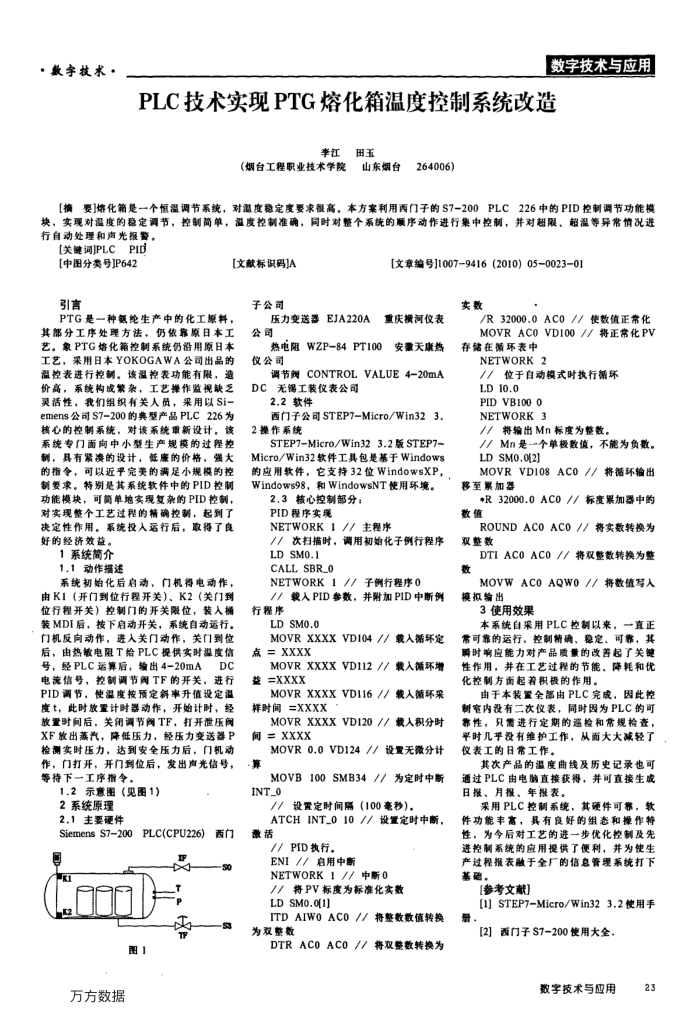
1.2示意图(见图1)
2系统原理 2.1主要硬件
Siemens S7200
PLC(CPU226)
T TF
图1
万方数据
西门 SO
S
子公司
压力变送器EJA220A
[文章编号]10079416(2010)05002301
重庆横河仪表
公司
热电阻WZP=84PT100
安徽天康热
仪公司
调节阅CONTROLVALUE420mA DC
无锡工装仪表公司 2.2软件
西门子公司STEP7-Micro/Win323. 2操作系统
STEP7Micro/Win323.2版STEP7-Micro/Win32软件工具包是基于Windows 的应用软件,它支持32位WindowsXP, Windows98,和WindowsNT使用环境。
2.3核心控制部分: PID程序实现
NETWORK1//主程序
//次扫描时,调用初始化子例行程序 LDSM0.1
CALL SBR_0
NETWORK1//子例行程序0
//载人PID参数,并附加PID中断例行程序
LDSMO.0
MOVR XXXX VD104//
载入循环定
点=xxxx
MOVRXXXXVD112//
载入循环增
=xXXx
MOVR XXXX VD116//
载入循环采
样时间三XXXX
MOVRXXXXVD120//
载入积分时
间=xxxx
MOVR0.0VD124//设置无微分计算
100SMB34//
MOVB
为定时中断
INT_0
设置定时间隔(100毫移)。
//
设督定时中断,
ATCHINT_010// 激活
//PID执行。
ENI//启用中断
NETWORK1//中断0//将PV标度为标准化实数 LD SM0.0[1]
ITDAIWOACO//:
将整数数值转换
为双整数
DTRACOACO//特双整数转换为
实数
/R32000.0AC0//使数值正常化 MOVRACOVD100//将正常化PV
存储在循环表中
NETWORK2
//位于自动模式时执行环 LDI0.0
PID VB100 0 NETWORK3
//将输出Mn标度为整数。
//Mn是一个单极数值,不能为负数。 LD SM0.0(2]
MOVRVD108ACo//将循环输出移至累加器
*R32000.0AC0//标度累加器中的数值
ROUNDACOACO//将实数转换为双整数
DTIACOACO//将双整数转换为整数
Y//OMOVOOVMAO 模拟输出
3使用效果
本系统自采用PLC控制以来,一直正常可靠的运行,控制精确、稳定、可靠,其瞬时响应能力对产品质量的改善起了关键性作用,并在工艺过程的节能,降耗和优化控制方面起着积极的作用。
由于本装置全部由PLC完成,因此控制窄内没有二次仪表,同时因为PLC的可靠性,只需进行定期的遥检和常规检查,平时几乎没有维护工作,从而大大减轻了仪表工的日常工作。
其次产品的温度曲线及历史记录也可通过PLC由电脑直接获得,并可直接生成日报、月报、年报表。
采用PLC控制系统,其硬件可幕,软件功能丰高,具有良好的组态和操作特性,为今后对工艺的进一步优化控制及先进控制系统的应用提供了便利,并为使生产过程报表融于全厂的信息管理系统打下基础,
[参考文献】
[1]STEP7Micro/Win323.2使用手[2]西门子S7-200使用大全,
数字技术与应用
23