您当前的位置:首页>论文资料>CA6140普车床PLC控制及技术改进
CA6140普车床PLC控制及技术改进
内容简介
 单片机应用技术
单片机应用技术CA6140普通车床PLC控制及技术改进
董呈祥丁立杰
山东寿光262700)
(山东寿光巨能金五来开发有限公司
摘要:由于可编程控制器结构简单,操作方使,自动化程度高,被广泛应用于工业设备技术改造中,特别是在老工业设备,例如煤碳加工、采矿、机械制造与加工业等,本文将结合通用车床对CPC的技术改进进行探讨。
关键词:可编程控制器技术改进
中图分类号:TG659 1、引言
文献标识码:A
文章编号:10079416(2011)06-0124-02
CA6140普通车床是机械加工业、制造业和煤碳开采与加工以及其它行业等使用和配备的常用机床,此机床能车削各种常用公制、英制、模数、径节螺纹,还能进行钻孔、铰孔和拉油槽等;精度高、寿命长;噪声低;主轴通孔直径52mm,可通过较大直径的棒料。"但由于它操作较繁杂,可靠性差,难以实现自动化控制。而可编程控制器由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采取了先进的抗干扰技术,其有很高的可靠性。例如三菱公司生产的F系列PLC平均无故障时间高达30万小时。从PLC的机外电路来说,使用PLC构成控制系统,和同等规模的维电接触器系统相比,电气接线及开关接点已减少到数百甚至数千分之一,故障也就大大降低。此外, PLC带有硬件故障自我检测功能,出现故障时可及时发出警报信息,是面向工矿企业、机械加工企业和制造业的工控设备。它接口容易,编程语言易于为工程技术人员所接受,其有广阔的应用、开发、技术改进空间。本文从可编程的理论与实践出发,结合CA6140普通车床进行PLC技术改进,以提高其车床的应用技术含量,实现工业生产自动化。
2、CA6140普通车床的控制技术要求
CA6140菩通车床有三台电动机分别是主轴电机、冷却电机和刀架移动电机。其结构电路如图1所示
主轴电机M:完成主轴主运动和刀具的纵横进给运动的驱动,电动机为笼型异步电动机,采用全压启动方式,主轴采用机械变速,正反转采用机械换向机构
冷却泵电机M:加T时提供冷却液,防止刀具和工件的温升过高,采用启动和连续工作方式。
刀架快速移动电机M,:用于刀架的快速移动,可随时手动
控制启动和停止。 3、PLC控制技术
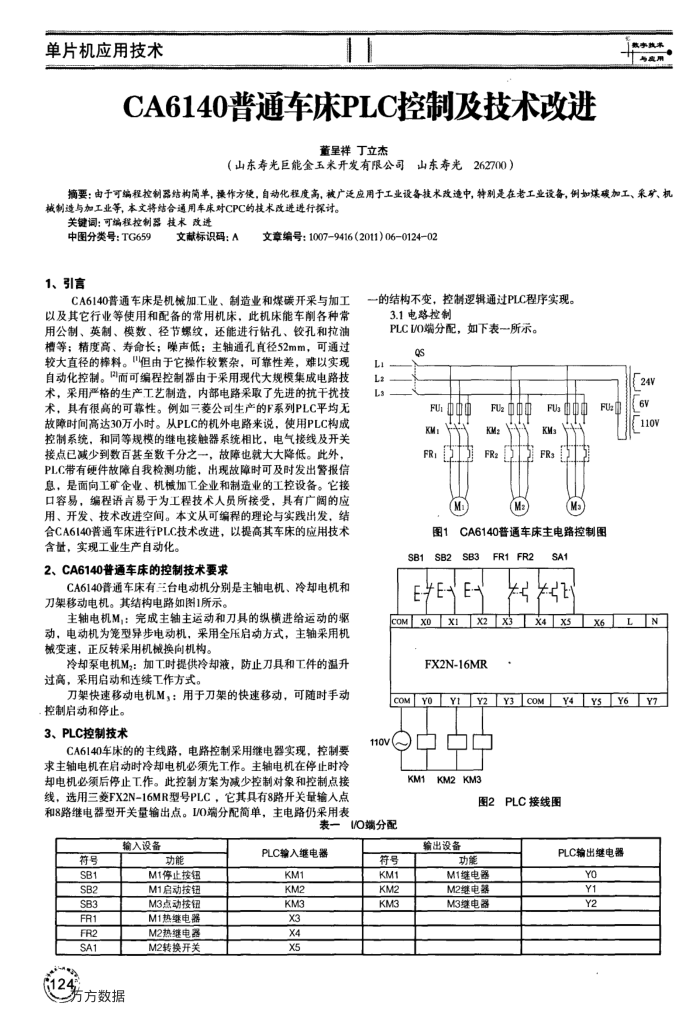
CA6140车床的的主线路,电路控制采用继电器实现,控制要求主轴电机在启动时冷却电机必须先工作。主轴电机在停止时冷却电机必须后停止工作。此控制方案为减少控制对象和控制点接线,选用三要FX2N-16MR型号PLC,它其具有8路开关量输人点
一的结构不变,控制逻辑通过PLC程序实现。
3.1电路控制
PLCVO端分配,如下表一所示。
9S
L1
L2 L3
FU
KM: FR:
M
图1 SB2
SB1
FU2 KM2 FR
(M)
FUs KMs FRs
Ms
FUk
CA6140普通车床主电路控制图
SB3
FR1FR2
SA1
cOMX0X1X2X3
X4X5
FX2N-16MR
X6
24V A9 110V
N
COMYOY1Y2Y3COMY4Y5Y6Y7
110Vl
KM1KM2KM3
图2PLC接线图
和8路继电器型开关量输出点。/0端分配简单,主电路仍采用表
I/O端分配
表
符号 SB1 SB2 SB3 FR1 FR2 SA1
输入设备
功能 M1停止按钮 M1启动按钮 M3点动按钮 M1热继电器 M2热维电器 M2转换开关
方数据
PLC输入维电器
KM1 KM2 KM3 X3 X4 X5
特号 KM1 KM2 KM3
输出设备
功能 M1维电器 M2继电器 M3继电器
PLC输出继电器
YO Y1 Y2