����ǰ��λ�ã���ҳ>��������>����ϩת��������������
����ϩת��������������
���ݼ��
 ��44��
��44����6��
2016��6�¡�����ժ�ǡ�
������ϩ Polyvinyl Chloride
����ϩת��������������
�ߺ�����������
��������Ԫ������������˾�����ֹ�˾����������719319��
ת����������ϩ���������еĹؼ��豸�����������ֱ��Ӱ������ϩ������ԭ�ϵ������������ת������ý��ʹ���������Ӱ������ϩ��ת��Ч�ʺ������ɱ�"]��
������Ԫ������������˾�����ֹ�˾������ϩ���ֳ������¼�Ʊ�Ԫ�������ֳ�)����38̨ת����������35̨ת�����Ѹ���Ϊ����ý��ͨ����ǿ����ϩת����������������Ŀǰ�����������ת������Ȳ����������⣬����˲��ܣ������������ɱ�����ǿ�˲�Ʒ��������
1
�ϸ����ת������Ӧ�¶�
��������ʱ����1000h֮�ڵ�ת�������ȿ�����
110~130��;1000h֮���ת�����¶ȿ�����130~160�档
ǰ̨ת��������ʱ����1500h֮ǰ����Ӧʪ�Ȳ�����
Vol.44,No.6 Jun.��2016
��Ԫ�������ֳ�û�а�װ�����ƣ�����ͨ���ı���ڷ������������¶ȣ��Ŀ��ȴӳ��ڵ�5%�Ӵ�30% 1500h֮�����������ӵ�40%����Ӧ�¶�Ҳ����ƽ�ȣ�ת���ʻ���������60%~90%��
��̨ת��������ʱ����1000h֮ǰ�����Ŀ��ȵ������¶��������120�����ң�1000h֮���¶���ƽ�ȡ���ǰ̨ת���������˽ϸߵ�ת���ʣ���ǰ̨���˵���̨����������Ȳ���������7%~15%����̨ת������Ӧ���ɽϵ͡���̨ת����������������Ȳ����������£�1000h֮ǰ���� 1%~3%;1000h֮�����͵�0.1%~2%��
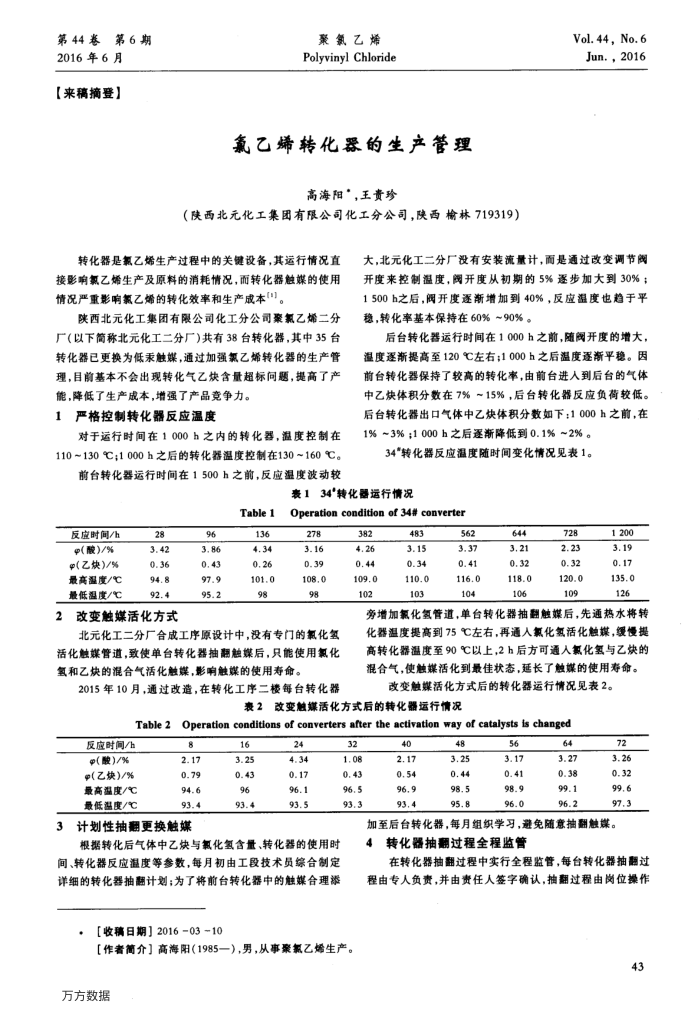
34*ת������Ӧ�¶���ʱ��仯�������1��
��134ת�����������
Table1
��Ӧʱ��/h(��)/%����Ȳ)/% ����¶�/�� ����¶�/��
28 3.42 0.36 94.8 92.4
�ı䴥ý���ʽ
96 3.86 0.43 97.9 95.2
136 4.34 0.26 101.0 98
Operation condition of 34# converter
278 3.16 0.39 108.0 98
��Ԫ�������ֳ��ϳɹ���ԭ����У�û��ר�ŵ���������ý�ܵ�����ʹ��̨ת�����鷭��ý��ֻ��ʹ���Ȼ������Ȳ�Ļ�������ý��Ӱ�촥ý��ʹ��������
2015��10�£�ͨ�����죬��ת�������¥ÿ̨ת����
��2
Table2
��Ӧʱ��/h%/��ȷ���ɣ���Ȳ)/% ����¶�/�� ����¶�/��
3
382 4.26 0.44 109.0 102
483 3.15 0.34 110.0 103
562 3.37 0.41 116.0 104
644 3.21 0.32 118.0 106
728 2.23 0.32 120.0 109
1200 3.19 0.17 135.0 126
�������Ȼ���ܵ�����̨ת�����鷭��ý����ͨ��ˮ��ת�����¶���ߵ�75C���ң���ͨ���Ȼ�����ý���������ת�����¶���90�����ϣ�2h��ͨ���⻯������Ȳ�Ļ������ʹ��ý������״̬���ӳ��˴�ý��ʹ��������
�ı䴥ý���ʽ���ת���������������2��
�ı䴥ý���ʽ���ת�����������
Operation conditlons of converters after the activation way of catalysts is changed
8 2.17 0.79 94.6 93.4
�ƻ��Գ鷭������ý
16 3.25 0.43 96 93.4
24 4.34 0.17 96.1 93.5
32 1.08 0.43 96.5 93.3
40 2.17 0.54 96.9 93.4
48 3.25 0.44 98.5 95.8
56 3.17 0.41 98.9 96.0
64 3.27 0.38 99.1 96.2
72 3.26 0.32 99.6 97.3
������̨ת������ÿ����֯ѧϰ����������鷭��ý��
����ת������������Ȳ�������⺬����ת������ʹ��ʱ
�䡢ת������Ӧ�¶ȵȲ�����ÿ�³��ɹ��μ���Ա�ۺ��ƶ���ϸ��ת�����鷭�ƻ���Ϊ�˽�ǰ̨ת�����еĴ�ý������
[�������ڣ�201603~10
������顿�ߺ�����1985�������У����¾�����ϩ������������
ת�����鷭����ȫ�̼��
��ת�����鷭������ʵ��ȫ�̼�ܣ�ÿ̨ת�����鷭������ר�˸��𣬲���������ǩ��ȷ�ϣ��鷭�����ɸ�λ����
43
��һ�£�����ϩ-��ϩ�ᶡ��������֬�Ĺ�ҵ������
��һ�£��ȼ���ˮ����ϵͳ�����ܽ�