您当前的位置:首页>论文资料>关于如何在加工过程中修正零件尺寸公差值
关于如何在加工过程中修正零件尺寸公差值
内容简介
 市政・交通・水利工程设计
市政・交通・水利工程设计Municipd -affe- Fa
关于如何在加工过程中修正零件尺寸公差值 DiscussiononHowtoCorrecttheToleranceofPartsDimension
intheProcess of Machining
聂志杏
(云浮市高级技工学校,广东云浮527300)
NIE Zhi-xing
(Yunfushi Advanced Technical School, Yunfu 527300, China)
【摘要】在数控车加工中,为了保证加工零件尺寸精度,一般都要经过租加工、半精加工、精加工来控制尺寸。但是在加工的零件中却经常会逐到加工出来的贝寸与实际尺寸有出入。论文分析了产生误差的原固并提出解决方法,以供参考。
[Abstract]ln CNC machining, in order to ensure the accuracy of machining parts size, it usually controls the size by rough machining, semi finish machining and finish machining Butin the machining parts always existing the phenomenon that the machining size is different with the
actualsize.Paperanalyzes thereason ofthisphenomenonandputs forward thecountermeasures,forreference.【关键词】刀尖;轴心线;等高;反向润除
[Keywords ]tool nose; axisline;equal altitude; backlash
【中图分类号】TH161+5
[文献标志码】A
[DO110.13616/j.cnki.gcjsysj.2017.04.154 1遇到的问题
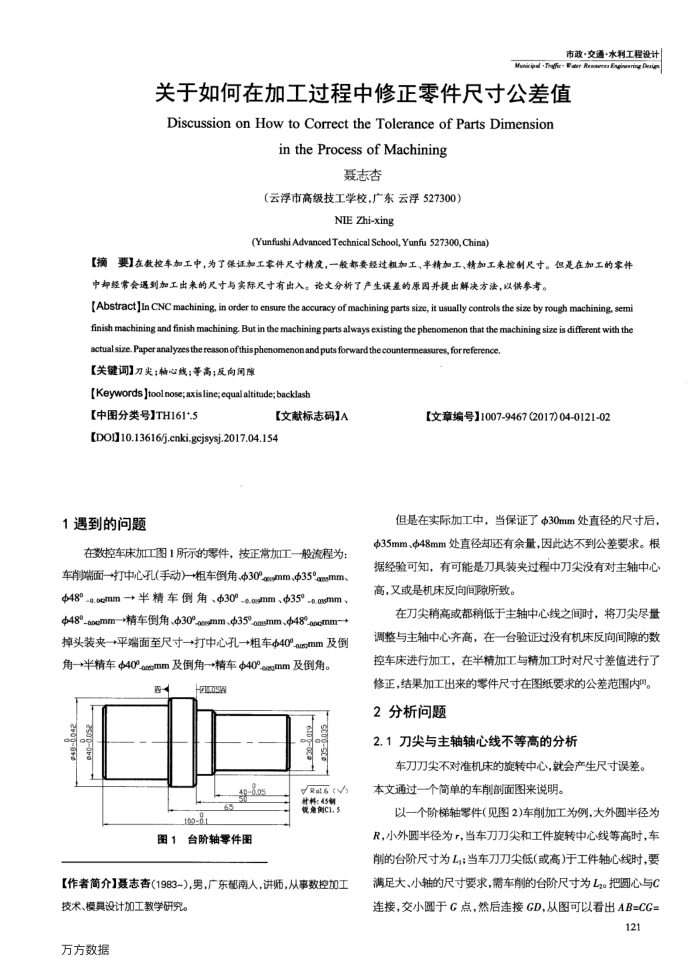
在数控车床加工图1所示的零件,按正常加工一般流程为:车削端面打中心孔(手动)粗车倒角30°esmm、中35msmm 48°0.0omm→+半精车倒角、Φ30°0.0smm、Φ35°0.0asmm、 Φ48°a0cmm精车倒角.Φ30°cmgmm、35°cmsmm、Φ48°coomm 掉头装夹→平端面至尺寸→打中心孔→+粗车40°-ammm及倒角+半精车40°comm及倒角精车±40°eaomm及倒角。
四
840
H8
:+
8-o
1008
图1台阶轴零件图
Ret.6 (V)
【作者简介】聂志查(1983-),男,广东郁南人,讲师,从事数控加工
技术、模具设计加工教学研究。万方数据
[文章编号】1007-9467(2017)04-0121-02
但是在实际加工中,当保证了$30mm处直径的尺寸后, 35mm、48mm处直径却还有余量,因此达不到公差要求。根据经验可知,有可能是刀具装夹过程中刀尖没有对主轴中心高,又或是机床反向闻隙所致。
在刀尖稍高或都稍低于主轴中心线之间时,将刀尖尽量调整与主轴中心齐高,在一台验证过没有机床反向间隙的数控车床进行加工,在半精加工与精加工时对尺寸差值进行了修正,结果加工出来的零件尺寸在图纸要求的公差范围内。 2分析问题
2.1刀尖与主轴轴心线不等高的分析
车刀刀尖不对准机床的旋转中心,就会产生尺寸误差。本文通过一个简单的车削剖面图来说明。
以一个阶梯轴零件(见图2)车削加工为例,大外圆半径为 R,小外圆半径为r,当车刀刀尖和工件旋转中心线等高时,车削的台阶尺寸为L:当车刀刀尖低(或高)于工件轴心线时,要满足大、小轴的尺寸要求,需车削的台阶尺寸为L。把圆心与C 连接,交小圆于G点,然后连接GD,从图可以看出AB=CG=
121