您当前的位置:首页>论文资料>焊锡机器人运行轨迹关键技术
内容简介
 焊锡机器人运行轨迹关键技术作者/陈云志,杭州职业技术学院;高飞,杭州科爵智能设备有限公司
焊锡机器人运行轨迹关键技术作者/陈云志,杭州职业技术学院;高飞,杭州科爵智能设备有限公司资助项目:2016年度浙江省公益性应用研究计划项目(2016C31SA100005)
自动化技术
摘要:本文研究了焊机机器人焊咀运行轨速控制关键技术,主要对点焊和拖焊技术进行了阐述。试制的焊锡机器人焊点表面光亮、圆润
无间除,焊接速度是人工焊接的2-3倍,焊接质量和效率均优于人工焊接。关键词:焊锡机器人;运行轨迹;点焊;拖焊
自前在航空航天、汽车电子、3C家电等电子产品加工制造业中已经大量运用自动贴片、回流焊、波峰焊等技术,但仍然存在大量的接插件、线束、开关和其他无法运用贴片、波峰焊等生产工艺的器件需要人工完成焊接。根据目前生产线的人工焊接工作情况,人工焊接主要存在的以下间题:焊接质量不稳定,容易出现冷焊、虚焊、空洞等;焊点一致性不高;焊接效率低。因此如何提高手工焊接品质是众多电子产品制造企业面临的重大瓶颈。
随着焊锡机器人的技术不断发展和成熟,越来越多的电子制遭企业引入焊锡机器人来替代手工焊接,所以如何提高机器人的核心技术、焊接工艺来解决目前手工焊接产生的焊锡品质问题就显得至关重要。一个品质好的焊点具有以下特点:看上去表面光亮,润湿性好,抗拉力强;焊点本身无间隙、无拉尖、无残存物(锡潜和焊剂)。影响焊接质量的因系较多,从焊锡工艺理论原理来说,焊锡质量与焊接手法(运行路径轨迹)、焊接温度、焊接时间、焊料配方等因素均有密切关联。本文着重从焊锡机器人的焊接运行轨迹对焊锡质量的票
响入手来研究如何提高焊锡机器人的核心技术。 1.手工焊接流程
目前大量电子产品加工企业在标准插件固定、线束固定等元器件焊接方面仍然是采用手工焊接工序。手工焊接操作通常可分为如下几个步骤:
①铁头清洁:除去烙铁头前端的残锡。(2)烙铁头前端锯锡:为使焊锡导热良好。③电烙铁移至焊接部位,使烙铁头与焊盘和引脚同时接触。④烙铁头移至焊接部位。5锡丝熔化:对于焊接面积较大的部位,可一边加锡,一边在焊接面范围内来回移动电烙铁,以确保良好的焊锡漫润。③电烙铁离开。?静止:确保焊锡充分冷却,元器件牢固地连接。8 电烙铁收藏。
从上述一系列动作可以看出,焊锡工人可以在焊接过程中根据实际的焊接情况进行位置、角度等修改,并随时来回移动调整。但是换成机器人焊接则是采集重复固定位置和角度,那就必然要求焊锡机器人可以针对不同焊接产品运用最佳的运行轨迹,以保证量化生产时的可操作性和稳定性,需
万方数据
要建立一个完善的数据库,提高机器人运动的灵活性。 2.焊接机器人运行轨迹关键技术
机器人焊接方式中有2种常用焊接方式:点焊和拖焊。点焊动作是焊锡作业中最常碰到的应用场合,针对一个个独立的焊接点进行焊接。拖焊,顾名思义,就是针对一个有序排列的焊点的序列进行焊接,不同于点焊的地方是一次性将焊点序列焊接完毕。
采用不同的焊接方式机器人焊接的轨迹和路径也大不相同。总得来说机器人焊接的轨迹、方向、起点和结束点的运行路径和坐标位置采集以及与引脚方向、引脚截面形状,引脚表面镀层、引脚间间距、引脚出板长度、焊盘形状息息相关。
2.1点焊技术
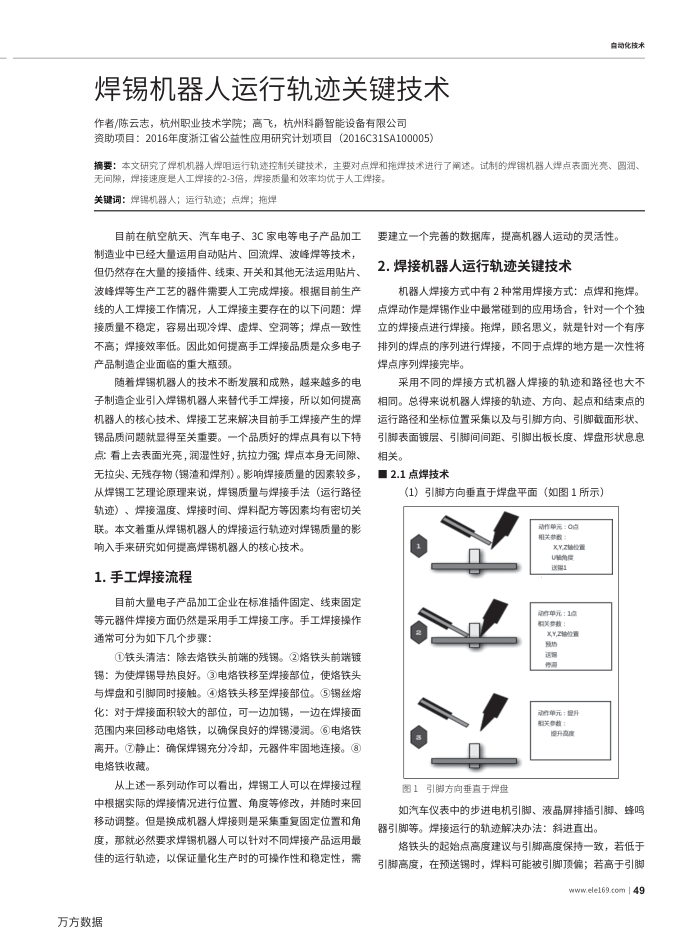
(1)引脚方向垂直于焊盘平面(如图1所示)
动件单元:0点相关参数:
xY,z检置 U用度
动作单元:1点联参数: X,Y,2抽检置
动作单元:提升联参载
细升高度
图1引脚方向垂直于焊盘
如汽车仪表中的步进电机引脚、液晶屏排播引脚、蜂鸣器引脚等。焊接运行的轨迹解决办法:斜进直出。
烙铁头的起始点高度建议与引脚高度保持一致,若低于引脚高度,在预送锡时,焊料可能被引脚顶偏;若高于引脚
www.ele169.com I 49
上一章:焊工高级工培训课程知识体系构建
下一章:焊接膜层脱落的攻关研究