您当前的位置:首页>论文资料>日本MEC公司的异种材料接合技术
内容简介
 70
70ENGINE 环球动态
国
外
内
燃
机
日本MEC公司的异种材料接合技术
2015年第6期
在不使用黏结剂或接续零件的前提下接合异种材料的技术所适用的材料范围正在不断扩大。日本MEC公司开发了能
直接接合树脂与金属的技术AMALPHA。!
目前,能适用该技术的树脂材料已经从原有的5种增加到17种。同时,在金属材料
方面,不仅可用于铝合金锻造件,现在还能适用于铝合金压铸件。为此,在使用铝合金压铸零部件较多的汽车领城,AMALPHA 技术的应用范围也得到进一步扩大。
以往,AMALPHA的适用树脂材料有聚苯硫醛(PPS)、聚酰胺(PA6)、聚醛醛酮(PEEK)、酚醛树脂和环氧树脂5种。至
在此基
础上,现在又增加了PA6T、PA66、PA11、PA12、聚邻苯二甲(PPA)、聚对苯二甲酸丁二酯(PBT)、液晶聚合物(LCP)、聚碳酸酯(PC)、丙烯腈-丁二烯-苯乙烯(ABS)、聚丙烯(PP)、乙烯-丙烯橡胶(EPDM)和腈-丁二烯橡胶(NBR)12种。另外,适用的金属原来有铝合金、不锈钢(SUS)和铜3种,如前文所述,现在又增加了铝合金压铸件。
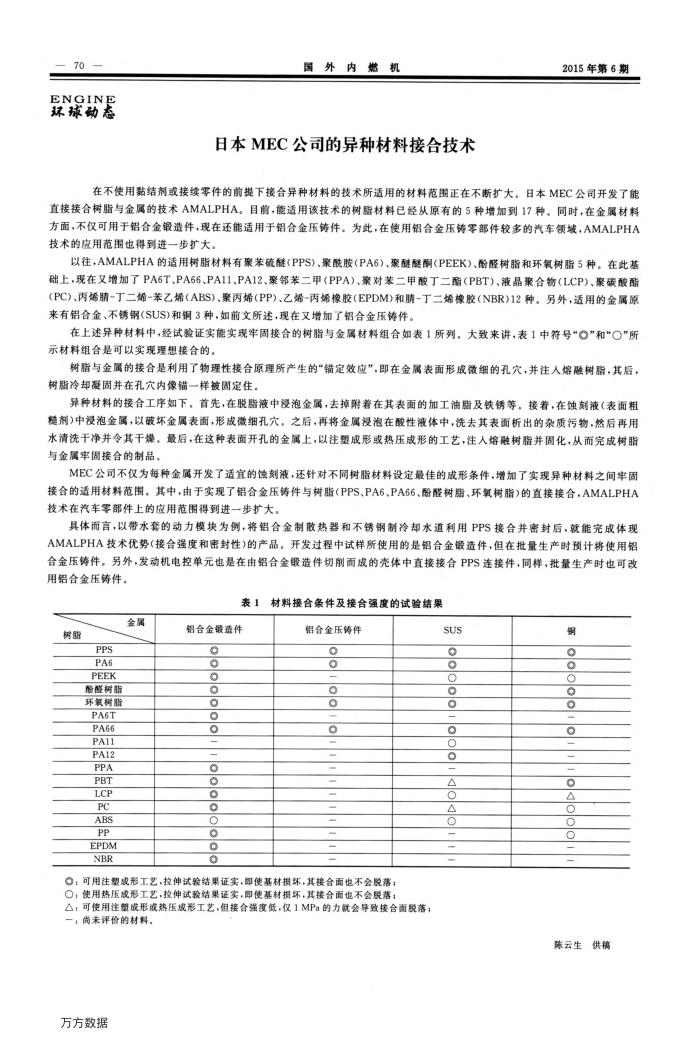
在上述异种材料中,经试验证实能实现牢固接合的树脂与金属材料组合如表1所列,大致来讲,表1中符号"O"和"O"所示材料组合是可以实现理想接合的。
树脂与金属的接合是利用了物理性接合原理所产生的"锚定效应”,即在金属表面形成微细的孔穴,并注人熔融树脂,其后,树脂冷却凝固并在孔穴内像锚一样被固定住。
异种材料的接合工序如下,首先,在脱脂液中浸泡金属,去掉附着在其表面的加工油脂及铁锈等,接着,在蚀刻液(表面粗糙剂)中浸泡金属,以破坏金属表面,形成微细孔穴。之后,再将金属浸泡在酸性液体中,洗去其表面析出的杂质污物,然后再用水清洗干净并令其干媒。最后,在这种表面开孔的金属上,以注塑成形或热压成形的工艺,注人熔融树脂并固化,从而完成树脂与金属率固接合的制品。
MEC公司不仅为每种金属开发了适宜的蚀刻液,还针对不同树脂材料设定最佳的成形条件,增加了实现异种材料之间牢固接合的适用材料范围。其中,由于实现了铝合金压铸件与树脂(PPS、PA6、PA66、酚醛树脂、环氧树脂)的直接接合,AMALPHA 技术在汽车零部件上的应用范围得到进一步扩大,
具体而言,以带水套的动力模块为例,将铝合金制散热器和不锈钢制冷却水道利用PPS接合并密封后,就能完成体现 AMALPHA技术优势(接合强度和密封性)的产品,开发过程中试样所使用的是铝合金锻造件,但在批量生产时预计将使用铝合金压铸件另外,发动机电控单元也是在由铝合金锻造件切面成的壳体中直接接合PPS连接件,同样,批量生产时也可改用铝合金压铸件,
表1
树脂
PPS PA6 PEEK
酸酸树脂环氧树脂 PA6T PA66 PA11 PA12 PPA PBT LCP PC ABS PP EPDM NBR
金属
铝合金锻造件
o 0 0 0 0 0 0
o o o o O o 0 0
材料接合条件及接合强度的试验结果
铝合金压铸件
0 0
0 o
o
可用注塑成形工艺,控伸试验结果证实,即使基材损坏,其接合面也不会脱落: o:
O:使用热压成形工艺,控伸试验结果证实,即使基材损坏,其接合面也不会脱落
△;可使用注塑成形或热压成形工艺,但接合强度低仅1MPa的力就会导致接合面脱落:
:尚未评价的材料。万方数据
SUS o 0 0 0 0
0 0 0
o o
锅 0 oo 0 0
-o
O O o
陈云生供稿
上一章:MAN公司游艇和工作船用新型6缸发动机
下一章:三菱汽车公司降低燃油耗的新技术