您当前的位置:首页>论文资料>尾气压缩机缸体的国产化修复研究
内容简介
 文章编号:10062971(2013)01004303
文章编号:10062971(2013)01004303尾气压缩机缸体的国产化修复研究股国成
(大庆石化公司机械厂,黑龙江大庆163711)
制造工艺
摘要:通过对尾气压缩机缸体修复所涉及的机械加工、内壁堆焊、热处理等环节的分析研究,并结合实际工作经验,采取了实际模拟加工的方法,完成了缸体的国产化修复任务,并实现了长周期平稳运行,最终达到了提高生产效率及降低炼化企业进口压编机采购成本的目的。
关键词:压缩机;缸体;修复:国产化
中图分类号:TH455;TH138.51
文献标志码:B
ResearchonLocalizationRepairoftheExhaustCompressorCylinderBody YIN Guo-cheng
(Machinery Plant,Daqing Oil Chemical Industry Corporation,Daqing 163711,China)
Abstract:ln order to repair the compressor cylinder, an analysis was performed of machining,hardfacing and heat treatment.Combined with work experiences,the method of actual simulation machining was applied.At last it was succeeded in localization repair of the compressor cylinder, and the equipment works stably in a long period.Finaly,the refining enterprise improves the work efficiency and reduces the purchase cost of compressors.
Key words :compressor; cylinder;repair; localization
引信 1
炼化装置检修期间,苯乙烯装置PC-271尾气压缩机缸体内部发现多处裂纹,深度达5mm左右,已无法继续使用,已严重影响到装置的正常开工。该压缩机是美国LUFKIN的设计工程师采用最新的AGMA标准进行设计制造的进口设备,价值3400万元人民币。该压缩机缸体为高强度灰口铸铁,经加工前经过精确的应历消除处理;缸体是韵分式结构,盖与体之间的结合面进行了精加工;缸体具有很高的刚性,保证了齿轮的精确对中;所有箱体的开孔均经过精镗加工,严格保证装配精度要求详见图1所示。
经联系国内多家著名专业厂家,均无法对其进行修复,最后,我厂承担了该项科技攻关任务。
具体的修复工艺阐述如下。收稿日期:2012-07-20
■2013年01期(总第237期)
2修复前的原始数据
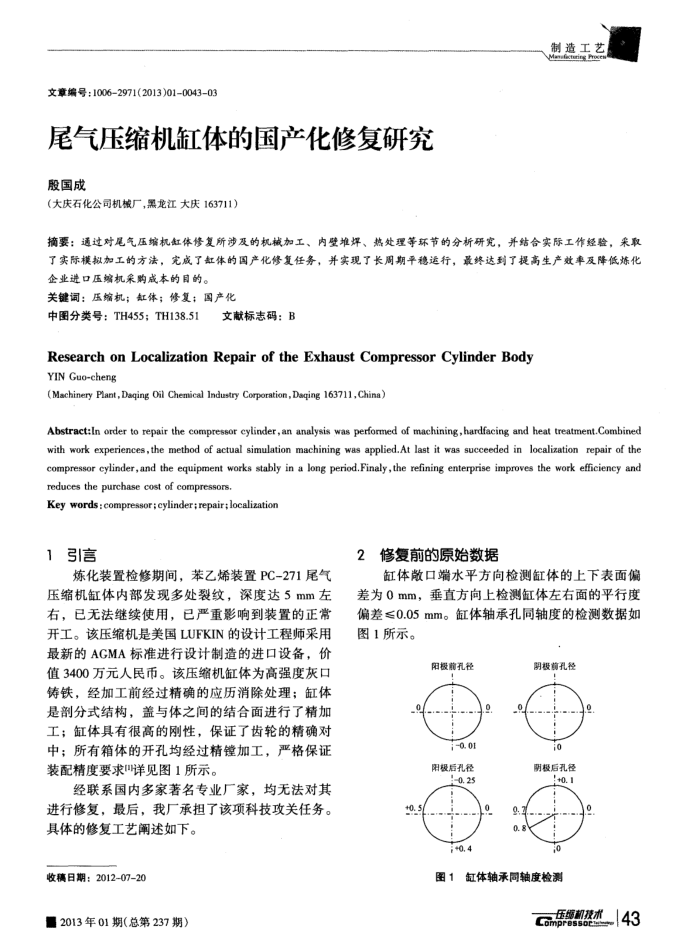
缸体散口端水平方向检测缸体的上下表面偏差为0mm,垂直方向上检测缸体左右面的平行度偏差≤0.05mm。缸体轴承孔同轴度的检测数据如图1所示。
阳极前孔径
0.01 阳极后孔径
:0. 25
+0.
:+0.4
明极前孔径期极后孔径
+0. 1
图1缸体轴承同轴度检测
压缆机技术 so
143
上一章:无升程限制器舌簧阀在微型无油压缩机上的应用
下一章:浅谈压缩空气系统节能