您当前的位置:首页>论文资料>电铅阴极片生产线的改进与实践
内容简介
 总第168期 2009年6月
总第168期 2009年6月文章编号:10099700(2009)03004703
南方金属 SOUTHERNMETALS
电铅阴极片生产线的改进与实践
文建军
(广东韶关冶炼厂,广东韶关512024)
Sum.168 June2009
摘要:介绍阴极片生产线生产过程中出现的间题,分析了其产生的原因,提出改进方案,并在实践中取得成功。关键词:反向间隙;过载保护;塑性变形;惯性力;刚度
中图分类号:TF812
文献标识码:B
Improvements of theproduction lines forfabricating the cathode-lead plates
WEN Jian-jun
(Shaoguan Smelter Plant, Shaoguan 512024,Guangdong)
Abstract: The problems associated with the production line of fabricating cathode-lead plate are summarized, and the cau-ses for them analyzed in the article, Precautions against these problems were put forward based on these analyses, and good results attained in subsequent production.
Key words; reverse gap; overload protection; plastie deformation; inertial force; stifness
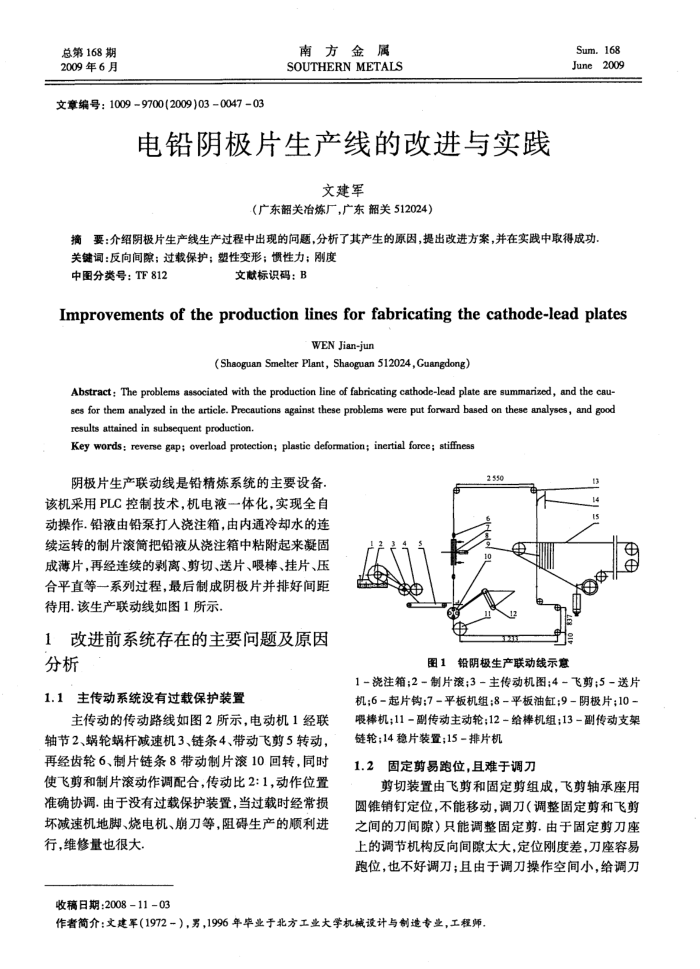
阴极片生产联动线是铅精炼系统的主要设备,该机采用PLC控制技术,机电液体化,实现全自动操作.铅液由铅泵打入浇注箱,由内通冷却水的连续运转的制片滚筒把铅液从浇注箱中粘附起来凝固成薄片,再经连续的剥离、剪切、送片、喂棒、挂片、压合平直等一系列过程,最后制成阴极片并排好间距待用.该生产联动线如图1所示,
1
改进前系统存在的主要问题及原因
分析
1.1主传动系统没有过载保护装置
主传动的传动路线如图2所示,电动机1经联轴节2、蜗轮蜗杆减速机3、链条4、带动飞剪5转动,再经齿轮6、制片链条8带动制片滚10回转,同时使飞剪和制片滚动作调配合,传动比2:1,动作位置准确协调.由于没有过载保护装置,当过载时经常损坏减速机地脚、烧电机、崩刀等,阻碍生产的顺利进行,维修量也很大
收稿日期:2008-11-03
2.550
图1铅阴极生产联动线示意
13 IS
田
1-瓷注箱;2-制片滚;3-主传动机图;4-飞剪;5-送片机;6-起片钩:7-平板机组;8-平板油缸;9-阴极片;10-暇棒机;11-副传动主动轮:12-给棒机组:13-副传动支架链轮;14稳片装置;15-排片机
1.2固定剪易跑位,且难于调刀
剪切装置由飞剪和固定剪组成,飞剪轴承座用圆锥销钉定位,不能移动,调刀(调整固定剪和飞剪之间的刀间隙)只能调整固定剪.由于固定剪刀座上的调节机构反向间隙太大,定位刚度差,刀座容易跑位,也不好调刀;且由于调刀操作空间小,给调刀
作者简介:文建军(1972-),男,1996年毕业于北方工业大学机械设计与制造专业,工程师,
上一章:八钢连续棒材生产线生产弹簧扁钢工艺技术
下一章:钢渣热闷装置改造实践