您当前的位置:首页>论文资料>齿轮剃齿工序中剃齿心轴的设计与结构分析
齿轮剃齿工序中剃齿心轴的设计与结构分析
内容简介
 总第140期 2014年第4期设计试验
总第140期 2014年第4期设计试验机械管理开发
MECHANICALMANAGEMENTANDDEVELOPMENT
Total of 140 No.42014
齿轮剃齿工序中剃齿心轴的设计与结构分析
党平
(中国重汽集团大同齿轮有限公司,山西大同037305)
摘要:通过对重型变速箱齿轮剃齿央具的研究,对常用的剃齿心轴进行结构分析、改进,达到剃齿夹具在安装上工件以后的端面跳动不因安装问题而改变,从而实现齿轮的剃齿工艺要求,最终满足工件齿形齿向的要求。
关键词:剃齿定位面;心轴端面跳动;结构
中图分类号:TG751
文献标识码:A
A文章编号:1003-773X(2014)04-0049-03
夹具在机械加工中的重要性
机械加工中“机床一刀具一夹具一工件”这一工艺要求系统内,四要素构成了静态/动态的几旧关系。其中,夹具在这一系统内起看承上后下的关系:来具做的合理与否,直接关系到工件的质量精度是否能满足图纸要求。所以,夹具的设计与制造在机械加工行业里面起着非常重要的作用。本文重点研究齿轮剃齿工序的夹具设计与制造过程对工件质量的影响。
2齿轮剃齿工艺的精度要求
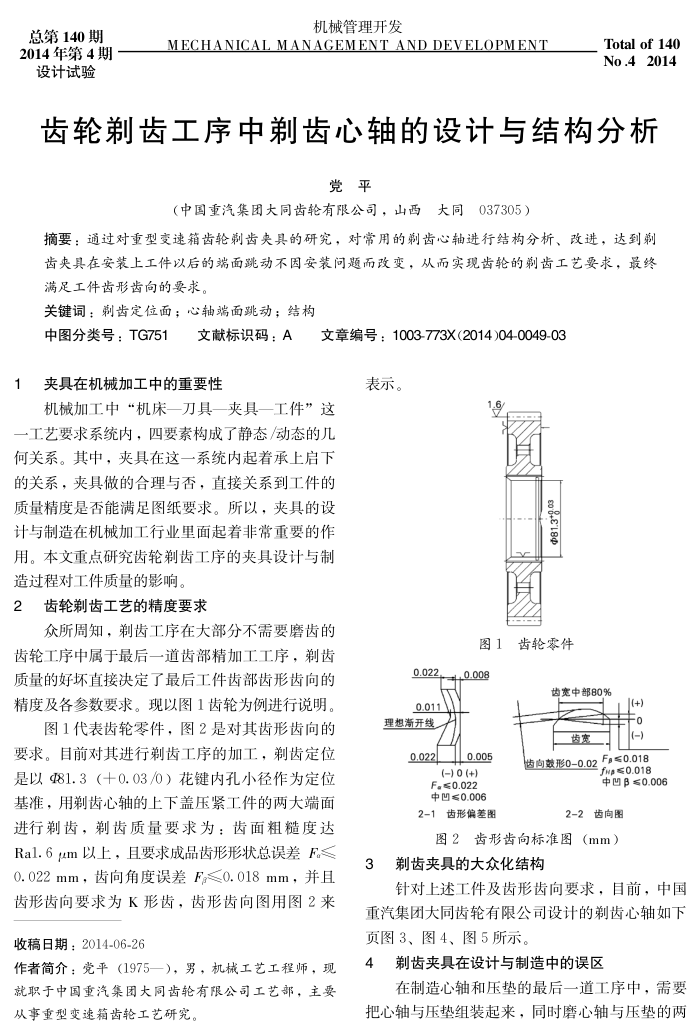
众所周知,剃齿工序在大部分不需要磨齿的齿轮工序中属于最后一道齿部精加工工序,剃齿质量的好坏直接决定了最后工件齿部齿形齿向的精度及各参数要求。现以图1齿轮为例进行说明。
图1代表齿轮零件,图2是对其齿形齿向的要求。目前对其进行剃齿工序的加工,剃齿定位是以81.3(十0.03/0)花键内孔小径作为定位基准,用剃齿心轴的上下盖压紧工件的两大端面进行剃齿,剃齿质量要求为:齿面粗糙度达 Ral.6um以上,且要求成品齿形形状总误差F≤ 0.022mm,齿向角度误差F≤0.018mm,并且齿形齿向要求为K形齿,齿形齿向图用图2来
收稿日期:2014-06-26
作者简介:党平(1975一),男,机械工艺工程师,现就职于中国重汽集团大同齿轮有限公司工艺部,主要从事重型变速箱齿轮工艺研究,
表示。
Φ81.3*g.03
图1齿轮零件
0.022-+0.008
0.011 理想开线
0.0220.005
[+) 0 () F。≤0.022 中≤0.006 2-1齿形偏差图
宽中部80%
+
齿宽
随向数形0-0.02Fi≤0.018
fhp≤0.018 中国0.006
2-2齿向图
图2齿形齿向标准图(mm)
3剃齿夹具的大众化结构
针对上述工件及齿形齿向要求,目前,中国重汽集团大同齿轮有限公司设计的剃齿心轴如下页图3、图4、图5所示
剃齿夹具在设计与制造中的误区
4
在制造心轴和压垫的最后一道工序中,需要把心轴与压垫组装起来,同时磨心轴与压垫的两
上一章:陶瓷球坯模压成形模具的优化设计
下一章:Bi对2A12铝合金摩擦磨损特性的影响研究