您当前的位置:首页>论文资料>轨道客车铝合金板材切割工艺研究
内容简介
 科技论坛
科技论坛轨道客车铝合金板材切割工艺研究
姚伟
(长春轨道客车股份有限公司,吉林长券130000)
・ 41 ・
摘要:铝合金车体以其强度高、轻量化的特点已经成为轨道车辆的首选,铝合金板材作为铝合金车体的重要组成部分,其切割制工艺对车体安全性起着重要作用,本文主要对剪切、磨科水切制、CO激光切割、光纤激光切制铝合金的应用范国分析,从经济性及应用角度,阐述切割铝合全板材的最优工艺方法。
关键词:轨道客车;铝合金;板材;切割制工艺
铝合金具有良好的加工性能,切断、加工、爆弯成型也很容易。铝合金车体由于具备高耐腐性、高安全性、轻量化结构等众多优点,在轨道客车中得到了广泛应用。目前我国轨道交通已将铝合金车体作为高速动车组列车未来主要的制造方向,本文就重点对轨道客车铝合金板材切制工艺进行简要的介绍。
1轨道客车铝合金板材基本知识及特点
铝合金按其添加合金元素的不同,可被分成从1000~7000系列的几种类型。一般作为轨道客车结构的材料主要是5000系列(AI-Mg)合金、6000系列(A1-Mg-Si)合金,以及7000系列(AI-Zn-Mg-Cu)系列合金。主要是由于它们具有耐腐蚀、机械性能好,焊接工艺性好等优点。
铝合金一般特点见表1。
2铝合金板材主要切制工艺
目前轨道客车铝合金板材切剂工艺主要有数控剪床剪切、磨料水射流切判两种工艺。因铝合金熔化后为高反射率材料,CO激光器的光束切割时易损坏激光器,导致设备故障。所以目前道客车铝合金板材切割一直未采用CO,激光切制工艺。
剪切工艺因其加工零部件形状及切断面粗糙度不高的限制,一般铝合金板材进行剪切时会在边缘都会预留出3-6mm机加余量,有国弧或有后续成型要求的复杂零部件的展开料的切判均采用磨料水射流切
制
2.1剪切工艺
剪切工艺是通过上下刀片的运动,通过剪切力剪载裁各种尺寸金属板
材的直线边缘的工艺。它能剪切各种厚度的钢板材料。其中平剪机是应用范围最广的设备,轨道客车铝合金板材剪切主要使用数控平剪机。
2.2磨料水切制工艺
磨料水切制工艺是水经过加压形成高速水射流,并在喷出喷嘴前混入磨料,通过水的高压及磨料的微切削作用,实现切剂目的。切判主要目前该工艺为轨道客车铝合金板材切制中应用最广、最为成熟的工艺。
2.3激光切制工艺
激光发生器中应用最广、市场占有率最大的分别为CO,激光器和光纤激光器。
C02激光的波长为10.6um,光纤激光器的波长为1.06um,两者的波长相差一个数量级,光纤激光具有短波长的持性,以而提高了切割材料对光束的吸收性,而且能够切如铝合金和铜以及非导电性材料。
表2为本公司目前铝合金板材切制的主要工艺、数控设备、加工范围及各自的特点。
3切制工艺经济性分析
切制工艺的经济性在一定程度上可以理解为工艺成本,工艺成本主要由可变费用及不变费用组成。可变费用主要包括材料费、工人工资、水费、电费、气体费用、设备工装工具、备品备件等。不变费用主要包括设备折旧费等
铝合金板材切工艺的所需材料费基本相同,但工人工资与所采用工艺工时及技术难易程度有关,水费、电费、气体费用、设备工装工具、备品备件及设备折日都于所采用工艺的设备有关,但这部分费用占工艺成本的绝大部分。
从铝合金板材切割设备成本分析,激光切割设备最贵,磨料水切割设备次之,数控剪板机最便宜。但从设备运行费用分析,磨料水切制设备固切期速度较慢,需长时间运行,将加大水电消耗,且因设备备件易磨损,磨料一次使用不能重复利用等原因政使运行费用最高,根据目前公司正在使用的3台FLOW磨料水切制设备日常消耗备件的统计,磨料水切割设备每小时运行费用为150-160元/小时。激光切设备中,C0,激光切制设备每小时运行费用约为100元/小时,光纤激光切制设备因其高达
5090. 6090系 7090 系
工艺名称
主要成象 Al
表1铝合金的一般特点
599系列主要合会元素为模,具有良好的成形课工性能,
(%9s
Al
Mg(0,45-L9%) 5(9.2-1.2%)
Al
Za(9.54.1%) Mg(.1-2.9%) Cu(9,1-2,0%
数控设备名格
要科水特器 co,美光价制并
%8. co;量tt
电重光机
执域性、评接性,中等强实,用于制造飞机,交理车需等的娠含件,
699系列属势处理可强化合业,具有良好的可成型性,可理基性、可机课工性,
709系列品要债件需合会,是可括处及合会,属于真谨度、高强成的据合会,有良好的财性,常用于款意结物及摄度要求高、执属性能强的离定力结构件,具制造,
表2
超台金新转加工杂理
特点
ATWR-RE8TEE t),干能鲁转E*
f0 3 2/
4至 8,年可13 330以, 产糖.
TENnAPe ms n下格et.Jt备S用其态,00,其先下统卡,用附合业
I 30W4 F黑光8 Sam (I TFAwI代
表3
,如工手事大限控其干片工无册,无毛,工,%工性手学3.水特范量供系器快,制及推究究
工有、等科加工,织甲、速究 BE,MEEREHET3
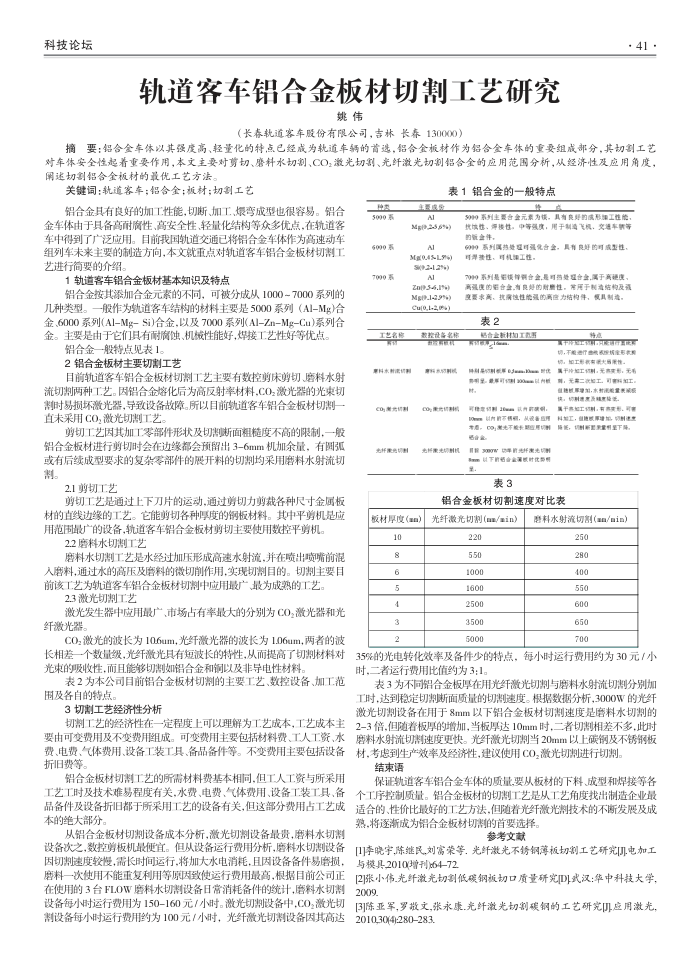
铝合金板材切割速度对比表
板材厚度()
10 o 5 4 3 2
光纤激充切制(m/量in)
220 550 1000 1600 2500 3500 5000
磨料水射流切割(n/in)
250 280 400 550 600 650 700
35%的光电转化效率及备件少的特点,每小时运行费用约为30元/小时,二者运行费用比值约为3:1。
表3为不同铝合金板厚在用光纤激光切与磨料水射流切制分别加工时,达到稳定切判断面质量的切别速度。根据数据分析,3000W的光纤激光切判设备在用于8mm以下铝合金板材切割速度是磨料水切判的 2-3倍,但随着板厚的增加,当板厚达10mm时,二者切制相差不多,此时磨料水射流切速度更快。光纤激光切判当20mm以上碳钢及不锈钢板材,考患到生产效率及经济性,建议使用CO,激光切判进行切判。
结束语
保证轨道客车铝合金车体的质量,要从板材的下料、成型和焊接等各个工序控制质量。铝合金板材的切制工艺是从工艺角度找出制造企业最适合的、性价比最好的工艺方法,但随着光纤激光制技术的不断发展及成熟,将逐渐成为铝合金板材切的首要选择
参考文献
[]李晓宇,陈继民,刘富荣等,光纤激光不锈钢薄板切割工艺研究[Ⅱ电加工与模具,2010(增刊)6472
[2张小伟.光纤激光切割低碳钢板切口质量研究[DI式汉:华中科技大学, 2009.
[3陈亚军,罗敬文,张永康.光纤激光切割碳钢的工艺研究Ⅲ应用激光, 2010,30(4);280283.
上一章:固体薄膜制备技术
下一章:HPLC-ELSD法测定硫酸庆大霉素含量的方法改进