����ǰ��λ�ã���ҳ>��������>ά����E�ϳɷ�Ӧ����ϵ��ѭ������
ά����E�ϳɷ�Ӧ����ϵ��ѭ������
���ݼ��
 ά����E�ϳɷ�Ӧ����ϵ��ѭ������
ά����E�ϳɷ�Ӧ����ϵ��ѭ�������������������㽭ҽҩ�ɷ�����˾������ҩ��
�㽭�²�
ժҪ�����ſ�ѧ�����Ľ�������֮���õ�������ը����E �Ѿ���Ϊȫ���г���������ά�������Ʒ֮һ�����ǣ���ͳ�ĺ������췽����Դ���Ĵ����ɴ����ɱ��ߣ�ʹά����E�Ŀɳ�����չ��������ս����˽��ܼ��ţ���ɫ������ά����E�����ɳ�����չ�ı���֮·�������Ľ�����ά����E�ϳɷ�Ӧ����ϵѭ�����õı�Ҫ�ԡ������ԡ���ѭ�����õ����档
�ؼ�����ά����E�����ɷ�Ӧ��ά����ϵ��ѭ�����ã����ܼ��ţ���ȫ����
һ��ά����E����
1.����E���
ά����E(Vitamin E)�����������������ܳƣ�����ʽ��ɫ���ɫճ����״Һ�壬�����º��������ζ�����������������������ɰ���ɫ�������ͪ�����ѻ�ֲ���ͻ��ܣ���ƽ������ˮ��������Ҫ��֬���Կ��������������㷺����ʳƷ����ױƷ�����ϵȣ�����������Ҳ��������Ҫ��;��
2.ά����E��������״
������ά����E�ϳɵ����ֹؼ�ԭ���������Ѻ���ֲ�ﴼ����������ȡ���˺ܴ�ͻ�ţ�ʹά����E�ϳɵ���Ѹ�ٷ�չ����ҵ����������Գ�����֣���ͳ�Ĺ����Dz��øڻ���Ļ������Ϊ�ϳɷ�Ӧ�Ĵ���ϵ��������ȡʱ����ˮϴ�ӣ����������ķ�ˮ�����ҷ�ˮ�к��д�����±�����ؽ������ӣ��Ҷ�ˮ���л��ܼ�������COD�ߣ��ʺϳɷ�Ӧ����ϵѭ�����ã�����ά����E���ģ��ҵ���Ĺؼ���
����ά����E�ϳɷ�Ӧ����ϵѭ������
1.ά����E�ϳɷ�Ӧ����ϵ�Ļ��շ���
ά����E�ϳɷ�Ӧ��ά����E�������л��ܼ��У�������ϵ����ˮ�У��Ҹڻ�����ˮ�е��ܽ�Ⱥܴ���һ��ij�����Ʒ��������ȡ����ˮ�ijɷ���±���P�л��ܼ���ɡ�ʵ�����ڼ�ѹ�����½��л��գ�������ǩ��120C���ϣ������ܳ�����ˮ�ֵγ������ճ���ˮ�ֽ��մ���
���չ����յ�Ŀ����ǹؼ�����ˮ��û�л����꣬�����������ϳɷ�Ӧ�������������ʣ�����Ҳ�ܵ͡������չ������ܺ����ӣ�����ʱ���ӳ����һ��պ�IJ��������͡���Ӧ���ղ���ȡ����⣬�ֳ����ü�ֱ�۵���������һ�ܶȲⶨ�����ﵽ��Ӧ�ܶȣ��Ϳ�ֹͣ���գ������䱸ˮ�ֲⶨ�ǣ����û�ѧ�����ⶨ��������������ӿɿ���
��ˮ�����ᣬ�ڻ��չ������ӷ�������ǿ����ҵ�������и�ʴ�Ժܴ�ɢ������÷���ʴ�Ļ����豸����Я������æ�ۡ���Ӧ�𡢽��转���ܵ��ȣ�����ϵͳ�ͼ�ѹϵͳҲ������÷���ʴ�豸��
2.ά����E�ĺϳɴ���ϵ��ѭ������
ά����E�ϳɷ�Ӧ����ϵ���չ��̣����ղ������ɿأ������õ��¶ȣ�����������������Ļ��ʱ�䣬�Ժϳɷ�ӦӰ��ܴ�Ӱ����ؽ�����ʵ��ȶԡ�
(1)�����¶ȵĿ��ƣ�
ʵ��1������ϵ���պ�ֱ�Ӽ��ˣ�
��ѹ������ϣ����¶�120C����ʱ��ֱ�Ӽ��˷�Ӧ���У�������ȴ�����˵ķ�Ӧ�¶Ⱥ��з�Ӧ�����¶�̫�ߣ���Ӧ���������ѱ������������˴����ĸ�������µij���ϵͳ��ȣ��õ��IJ������ʶ࣬���ʵͣ������ʵ�飬���õ����Ƚϸߵ�ά����
E
312500
��������
ʵ��2������ϵ���պ��ڸ�ѹ��������ȴ�ټ��룺
��ѹ������ϣ����ڸ�ѹ�����£�������������ȴ�������ںϳ�
��Ӧ�¶Ⱥ���˷�Ӧ���У����з�Ӧ���õ��IJ��������ȫ�µĴ�ϵͳ����������һ�£�
ʵ��3������ϵ���պ��ڳ�ѹ��������ȴ�ټ��룺
��ѹ������Ϻ�Ϊ�ޱ�����ѹ����������ȴ������Ӧ���¶Ⱥ���˷�Ӧ���У����з�Ӧ���õ��IJ��������ȫ�µĴ�ϵͳ��ȣ�����Ҳ���������ӣ���û��ղ����мд���ά����E���ڸ�����������ʱ�����������������ʣ�
С�ά����E�ĺϳɴ���ϵ���պ��ڸ�ѹ��������ȴ�����ںϳɷ�Ӧ�¶�ʱ���룬���з�Ӧ�����������������ȫ�´���ϵһ�¡�
(2)����ʱ�´����������Ŀ��ƣ�
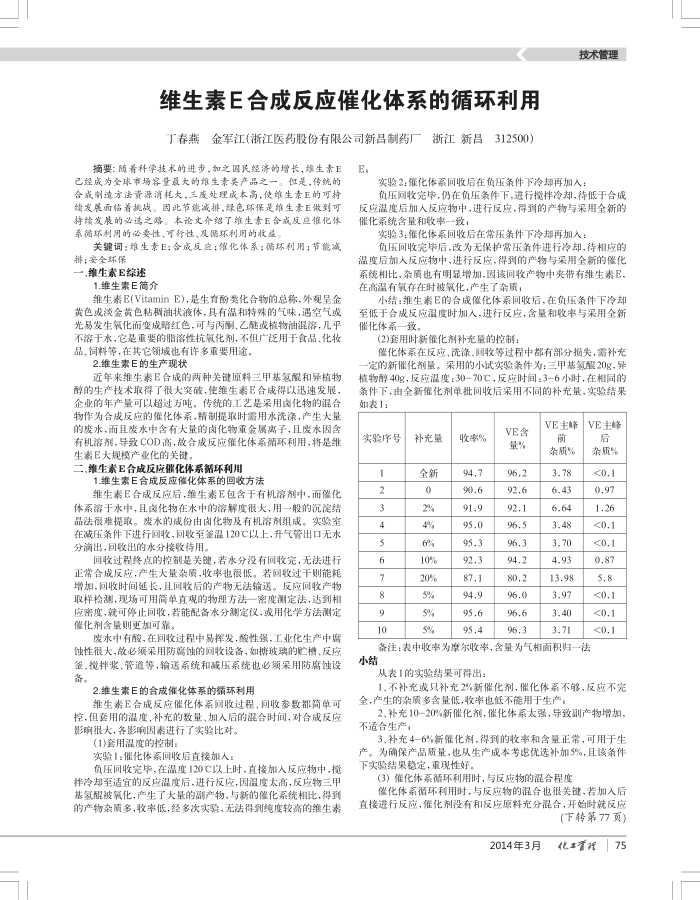
����ϵ�ڷ�Ӧ��ϴ�ӡ����յȹ����ж��в�����ʧ���貹��-�����´����������õ�С��ʵ������Ϊ����������20g����ֲ�ﴼ40g����Ӧ�¶ȣ�30-70����Ӧʱ�䣺3-6Сʱ������ͬ�������£���ȫ�´����������պ���ò�ͬ�IJ�������ʵ�������1��
VE����
ʵ�����
2 3 4
6 7 8 9 10
������ȫ�� 0 2% 4% 6% 10% 20% 5% 5% 5%
����% 94.7 90.6 91.9 95.0 95.3 92.3 87.1 94.9 95.6 95.4
VE����%
96.2 92.6 92.1 96.5 96.3 94.2 80.2 96.0 96.6 96.3
ǰ����%
3.78 6.43 6.64 3.48 3.70 4.93 86 3.97 3.40 3.71
VE���������%
<0.1 0.97 1.26 <0.1 <0.1 0.87 5.8 <0.1 <0.1 <0.1
��ע����������ΪĦ�����ʣ�����Ϊ���������һ��С��
�ӱ�1��ʵ�����ɵó���
1.�������ֻ����2%�´���������ϵ��������Ӧ����ȫ�����������ʶຬ���ͣ�����Ҳ�Ͳ�������������
2.����10-20%�´���������ϵ̫ǿ�����¸��������ӣ����ʺ�������
3.����4-6%�´������õ������ʺͺ���������������������
Ϊȷ����Ʒ������Ҳ�������ɱ�������ѡ����5%���Ҹ�������ʵ�����ȶ��������Ժã�
(3������ϵѭ������ʱ���뷴Ӧ��Ļ�ϳ̶�
����ϵѭ������ʱ���뷴Ӧ��Ļ��Ҳ�ܹؼ����������ֱ�ӽ��з�Ӧ������û�кͷ�Ӧԭ�ϳ�ֻ�ϣ���ʼʱ�ͷ�Ӧ
(��ת��77ҳ)
2014��3��
������
75
�������
��Ӧ�����л��ϳɼ����е�Ӧ��
���Գƴ���Ӧ-ԭ�������л��ϳ��е�Ӧ��
��ϸ��ѧƷ���ϳɼ��������ϳɷ�Ӧ�뼼�����²ᣩ
��Ȳ���Ȼ���Ӧ����ǹ�����ϵ�Ĵ����Ƽ�ʧ��ԭ��
�����¶ȶ�Cu�MZrO2�������Ҵ�һ�����ϳ�����������Ӧ�д����ܵ�Ӱ��
��������C-H���Ӧ�ϳ�10-������������������о�
����ϩ�ϳɷ�Ӧ������ѭ����ȴ����
����Һ�����һ��������Ӧ�ϳ�3��4-�������-2-ͪ