����ǿ�ۺ��︴�ϲ��ϼӹ�����--���塢��Һ���ͷ��о���չ
���ݼ��
 ����ǿ�ۺ��︴�ϲ��ϼӹ�����
����ǿ�ۺ��︴�ϲ��ϼӹ������о���չ
�����������ɽְҵ����ѧԺ����Դ����ϵ
��������
���塢��Һ���ͷ��Ĵ���ɽ614000��
Researchadvancesonthemeltsandsolutions
moldingmethod-
aprocessingmethodself-
reinforcedpolymericmaterials
Deng Ru (Renewable Energy Engineering Department of Leshan Vocational & Technical College,
Leshan 614000,China)
ժҪ���ۺ��������ǿ���ϲ���(SRPMs)��һ�����˵ĸ��ϲ��ϡ����������˰���ǿ���ϲ��ϵ�ȼ�塢��Һ���ͼӹ���
��
�ؼ��ʣ��������ϣ��ۺ�ת���巨����Һ��
Abstract: As an emenging family of composite materials, prepa-
ration techniques-
melts and solutions molding method of self-
reinforced polymeric materials(SRPMs) are reviewed.
Keywords : Self reinforced; Composites; Polymeric; melts and
solutions molding method �ǰ�
������������ǿ�������о�ȡ���˺ܿ�Ľ�����Kmetty�� Br(ny���˽�����ǿ���ϲ��ϰ��ղ��ϵ���֣���һ��֣�����֣������ͷ�����һ�����͡�����ͣ�����ǿ��Ŀռ�ȡ��( ά����ά��ά)�����ࡣ���ճ��ͷ����IJ�ͬ��Ŀǰ��Ҫ��Ϊ�����ࣺ��һ���ǹ����α䷨������ʹ�뾧�ۺ����ڵ����۵�T���£�����������������·���ǿ�ҵĹ�����Σ�������������������߶�����ȡ�Ӷ��õ���ǿ�ȡ���ģ�����ϡ�Ŀǰ�Ѿ�Ӧ�õĹ�̬�ӹ������ɷ�Ϊ���¼��֣����༷������ģ���졢��ѹ���͵ȣ��ڶ���������ӹ�������Ҫ��ͨ���Ը߷�������ʩ��һ���������������������������죬���ض����¶ȳ���ѹ�����������µļ�����ע����͵ȣ�ʹ���ڲ��γ�������������߶�ȡ����
�е���ֱ����̬��������ֱ��Ʒ���Ʒ��һ��������ͷ�
1.�������ͷ�
���������в���һάȡ��ṹ��������ǿ���Ⱦ�������������������"�������з������������������������·���ȡ�ӹ������¶Ƚ�Ʒ��֬�Ľ�Ʒ�¶ȣ��ڿ�ģ��ĩ��ͨ����ѹʹ������ȡ��ṹ����ά�֣�
Huang"���ڴ�ͳ��������װ������ʽ��ģ��ͨ���������μ����յ���Ʒ�Ʊ�������ǿHDPE��Ʒ������ģ�¶�Ϊ162C��ѹ��30MPaʱ��������Ʒ�������¶�.����ǿ���Լ����ʶ���������������ģ�¶������172'C��ѹ��������40MPaʱ���õ�����Ʒ����ǿ���н�һ���������������ǿ�ȴ�288MPa��
Cerm6k"��ͨ�����������յ�������ȡ��ķ�����������Ʒ�����ܣ����߲��ð��������������봫ͳ���ݸ˼�����������
�Ӷ��������ڼ��������в�������ȡ���봫ͳ�������ͷ�����ȣ�ͨ�����ַ����Ʊ��İ�״����ǿ��������нϸߵ��۵㣬�ڽϿ����¶ȷ�Χ����нϸߵĴ���ģ����
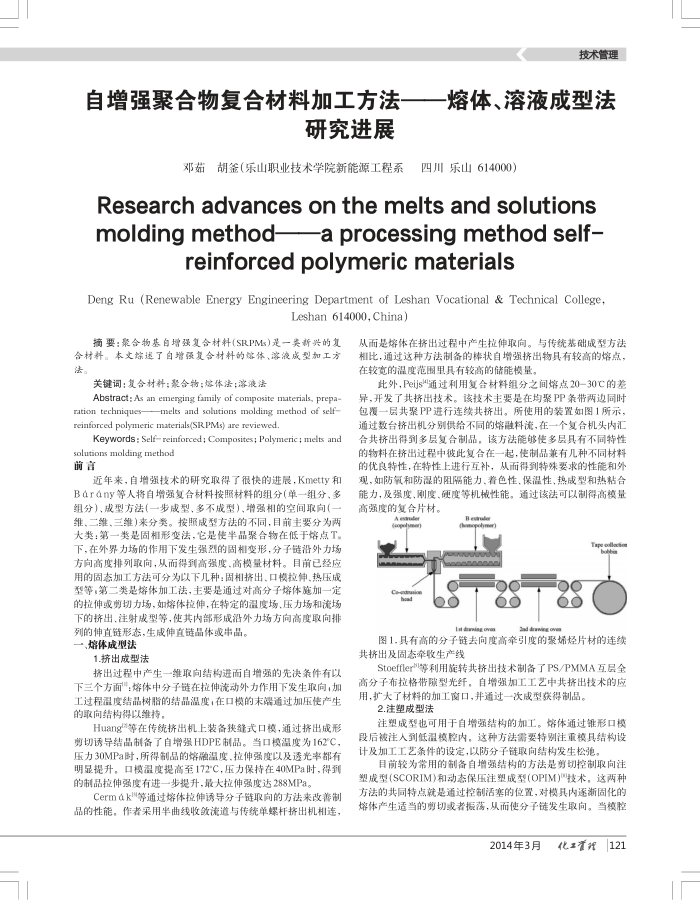
���⣬Peijs"ͨ�����ø��ϲ������֮���۵�20-30C�IJ��죬�����˹������������ü�����Ҫ���ھ���PP��������ͬʱ����һ�㹲��PP������������������ʹ�õ�װ����ͼ1��ʾ��ͨ����̨�������ֱ���ͬ��������������һ�����ϻ�ͷ�ڻ�Ϲ������õ���㸴����Ʒ���÷����ܹ�ʹ�����в�ͬ���Ե������ڼ��������б��˸�����һ��ʹ��Ʒ���м��ֲ�ͬ���ϵ��������ԣ��������Ͻ��л������Ӷ��õ�����Ҫ������ܺ���ۣ�������ͷ���������������ɫ�ԡ������ԡ��ȳ��ͺ���ճ����������ǿ�ȡ��նȡ�Ӳ�ȵȻ�е���ܡ�ͨ���÷������Ƶø�ģ����ǿ�ȵĸ���Ƭ�ġ�
hme
oo
C
Qo
eeg y1
QQ QQ
Zad drrwing oven
ͼ1.���иߵķ�����ȥ��ȸ�ǣ���ȵľ�ϩ��Ƭ�ĵ���������������̬ǣ��������
Stoeffler������ʩת�����������Ʊ���PS/PMMA����ȫ�߷��Ӳ������϶���ˣ�����ǿ�ӹ������й�����������Ӧ�ã������˲��ϵļӹ����ڣ���ͨ��һ�γ��ͻ����Ʒ��
2.ע�ܳ��ͷ�
ע�ܳ���Ҳ����������ǿ�ṹ�ļӹ�������ͨ���ο�ģ�κ�ע�˵�����ģǻ�ڣ����ַ�����Ҫ�ر�ע��ģ�߽ṹ��Ƽ��ӹ������������趨���Է�������ȡ��ṹ�����ɳڡ�
Ŀǰ��Ϊ���õ��Ʊ�����ǿ�ṹ�ķ����Ǽ��п���ȡ��ע�ܳ���(SCORIM)�Ͷ�̬��ѹע�ܳ���(OPIM)"�����������ַ����Ĺ�ͬ�ص����ͨ�����ƻ�����λ�ã���ģ�����̻�����������ʵ��ļ��л������䣬�Ӷ�ʹ����������ȡ��ģǻ
2014��3��
������
121
��һ�£��ҹ����ͻ���������״�뷢չ����
��һ�£��ҹ���ס�������ⷽ���о���ܹ���
�������
GB/T 3356-2014 ������ά��ǿ�ۺ�������ϲ��������������鷽��
GB/T 3354-2014 ������ά��ǿ�ۺ�������ϲ��������������鷽��
GB�MT 38534-2020 ������ά��ǿ�ۺ�������ϲ��ϳ����������������鷽��
GB/T 38534-2020 ������ά��ǿ�ۺ�������ϲ��� �����������������鷽��
T/CSTM 00280-2020 ��ά��ǿ�ۺ�������ϲ��ϲ�ϰ������������鷽��
GB/T 38534-2020 ������ά��ǿ�ۺ�������ϲ��ϳ����������������鷽��
�߷��Ӳ��ϳ��ͼӹ������Ľ�չ
T/CSTM 00284-2020 ��ά��ǿ�ۺ�������ϲ��ϲ�ϰ忪��ѹ���������鷽��