您当前的位置:首页>论文资料>高强焊接用盘条镀铜脱落原因分析
内容简介
 总第193期 2012年第1期
总第193期 2012年第1期河北冶金 HEBEIMETALLURGY
高强焊接用盘条镀铜脱落原因分析
曹瑞春,郭明仪,张素萍,王勇
(邢台钢铁有限责任公司河北省线材工程技术研究中心,河北邢台054027)
Total 193 2012,Number 1
摘要:高强焊接用盘条适合于生产650MPaCO,气体保护镀铜焊丝,其焊接工艺性能良好,要求盘条具有良好的综合力学性能,以便于拉拔加工。高强焊接用盘条在镀铜过程中有严重的镀铜不均勾、镀铜后镀层脱落及焊接过程中飞溅等现象,实验室模拟分析认为线材的组织缺陷是晶界氧化,控制退火温度不
超过690℃,可以减少晶界氧化,防止镀铜脱落。关键调:盘条:镀铜;脱落:原因:分析
中图分类号:TG174.44
文献标识码:B
文章编号:10065008(2012)1004503
ANALYSISABOUTDEFECTOF
HIGH-STRENGTHWELDING-PURPOSEWIREBAR
Cao Ruichung,Guo Mingyi,Zhang Suping,WangYong
( Wire Engineering Technique Research Center of Hebei Province, Xingtai Iron and Steel Company , Xingtai, Hebei,054027)
Abstract ; The high strength welding purpose wire bar is suitable to produce 650 MPa CO, - protected cop-per plated welding wires. It has defects in copper plating: copper plating layer being serious uneven and dropping, splashing in welding. It is analyzed with simulation in laboratory that is because of grain boundary
oxidation in structure of wire. It can be prevented with annealing temperature controlled below 69o C. Key Words: wire bar; copper plating; drop; reason; analysis
前言
高强焊接用盘条适合于生产650MPaCO,气体保护镀铜焊丝,其焊接工艺性能良好(1},要求盘条具有良好的综合力学性能,以便于拉拔加工。为了获得良好的拉拔性能,需要严格控制冶炼、连铸、轧制和冷却等工艺过程,以得到化学成分均勾、组织状态良好、表面质量优良、通条性能稳定的盘条[]。
2
用户使用情况
焊丝生产工艺过程:剥壳→酸洗→水洗一→喷砂
→烘干→粗拨→热处理→细拨→+镀铜→分卷→包装。在将@5.5mm盘条拉拨至@1.2mm成品时,拉拔到@1.2mm后的镀铜过程中有镀铜不均匀、镀铜后镀层脱落及焊接过程中飞溅等现象,大大降低焊丝生产效率,增加了用户焊丝生产成本。
3
试样分析
通过对比各工序中间样品的差异,查找问题产
收榜日期:201109-12
作者简介:曹瑞春(1974-),男,工程师,1997年毕业于重庆钢铁高等专科学校金属压力加工专业,现在形邢台钢铁有限责任公司从事新产品研发工作,Email;caoruichunsohu.com
生的原因。
3.1@1.2mm成品焊丝罐铜前焊丝表面质量对比 3.1.1@1.2mm成品焊丝
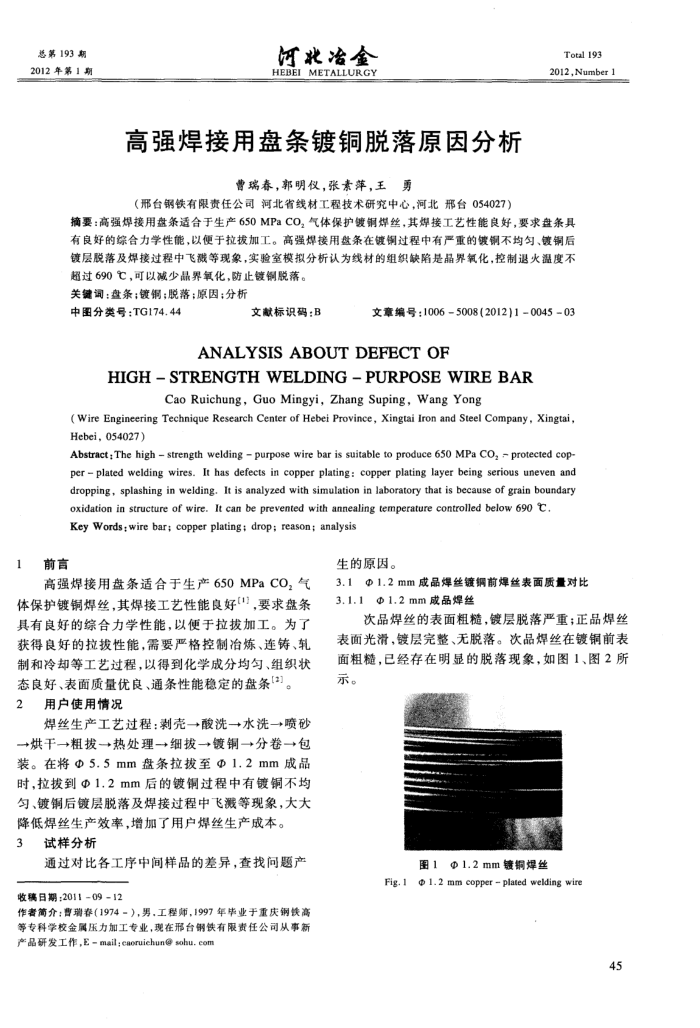
次品焊丝的表面粗糙,镀层脱落严重;正品焊丝表面光滑,镀层完整、无脱落。次品焊丝在镀铜前表面粗糙,已经存在明显的脱落现象,如图1、图2所示。
图1@1.2mm镀铜焊丝
@ 1.2 mm copperplated welding wire
Fig.1
45
上一章:核电站建造中焊接专项质保检查
下一章:再生塔衬里的焊接工艺