您当前的位置:首页>论文资料>气缸套精镗工艺的改进
内容简介
 22
221前言
内燃机与配件
气缸套精镗工艺的改进
ImprovingProcessPrecisionBoringofCylinderSleeve
程荣泉
(泉州特库克汽车零部件有限公司)
2014年第6期
螺钉,分别用各自的调节齿轮轻轻转动使刀杆1和
在我国加入WTO后,汽车工业和汽车零部件生产逐步与世界工业融为一体,实现汽车工业和汽车零部件生产的全球化,气缸套是汽车发动机的重要零部件之一,也是主要易损件,我公司自创办至今一直致力于国外汽车维修配件市场上的气缸套生产,并在2006年8月被商务部和国家发改委批准为“国家汽车零部件出口基地企业”,为了更好地适应国外不同地区汽车发动机多样化的需求,我司不断开发和生产不同型号和规格的气缸套产品,到目前为止已接近有500种不同规格的气缸套,这样在生产中就需要制作大量的工装夹具,给生产车间带来很大困难和花费大量时间更换工装,对操作者也提出更高的要求,面对目前严峻的国际形势,汇率下降,用工成本高,国内生产工艺落后,九其在内孔加工方面由粗镗,半精镗,精镗,粗磨,精磨,抛光等多工序生产,我司通过技术改造把内孔工序压缩到粗镗,精镗,双进给平台网纹磨三道工序,这样对精镗工序就提出了很高要求,为了解决这些问题,我司通过与台湾设备厂家合作共同开发制造出一种双轴立式精镗床,它的主要特点是主轴由变频器控制转速,刀具和工装调节范围大,可适应不同规格的产品加工,具有很大的灵活性和产品加工的稳定性。
2镗杆刀具设计原理
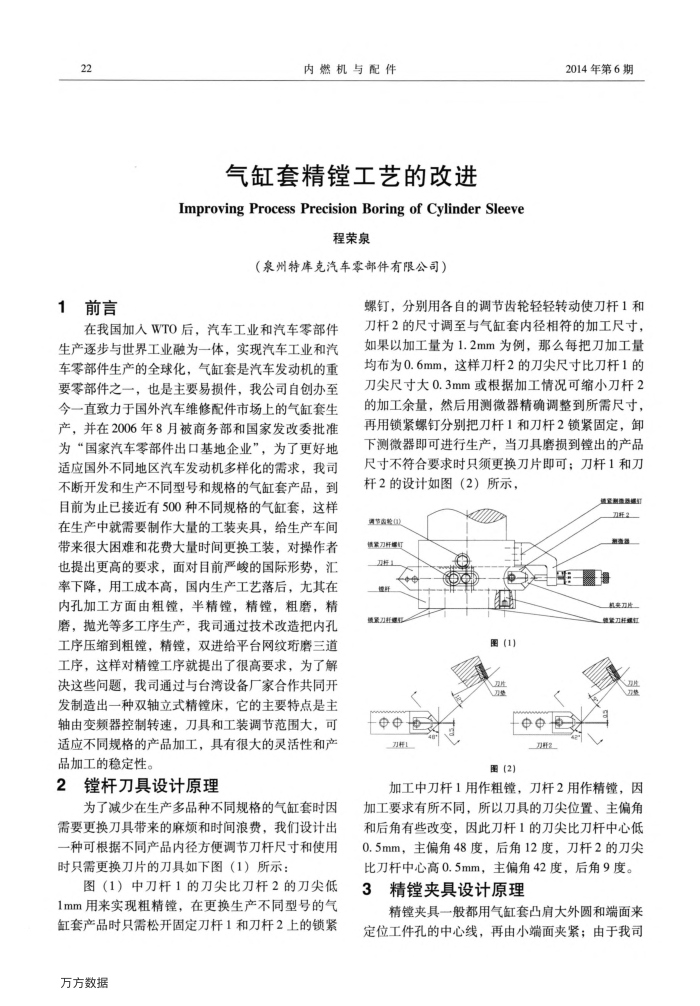
为了减少在生产多品种不同规格的气缸套时因需要更换刀具带来的麻烦和时间浪费,我们设计出一种可根据不同产品内径方便调节刀杆尺寸和使用时只需更换刀片的刀具如下图(1)所示:
图(1)中刀杆1的刀尖比刀杆2的刀尖低 1mm用来实现粗精镗,在更换生产不同型号的气缸套产品时只需松开固定刀杆1和刀杆2上的锁紧
万方数据
刀杆2的尺寸调至与气缸套内径相符的加工尺寸,如果以加工量为1.2mm为例,那么每把刀加工量均布为0.6mm,这样刀杆2的刀尖尺寸比刀杆1的刀尖尺寸大0.3mm或根据加工情况可缩小刀杆2 的加工余量,然后用测微器精确调整到所需尺寸再用锁紧螺钉分别把刀杆1和刀杆2锁紧固定,卸下测微器即可进行生产,当刀具磨损到镗出的产品尺寸不符合要求时只须更换刀片即可;刀杆1和刀杆2的设计如图(2)所示,
热宝制准热摄行
通节质验(0)遗紧刀杆编汀
家
中南样1
图(1)
中国册2
图(2)
四旺2 航来卫片微常五程退
加工中刀杆1用作粗镗,刀杆2用作精镗,因加工要求有所不同,所以刀具的刀尖位置、主偏角和后角有些改变,因此刀杆1的刀尖比刀杆中心低 0.5mm,主偏角48度,后角12度,刀杆2的刀尖比刀杆中心高0.5mm,主偏角42度,后角9度。
精镗夹具设计原理
3
精夹具一般都用气缸套凸肩大外圆和端面来定位工件孔的中心线,再由小端面夹紧:由于我司