内容简介
 InternalCombustionEngine&Parts
InternalCombustionEngine&Parts气缸套铣缺夹紧装置
蒋宗敏;张云虎;潘龙飞(扬州五亭桥缸套有限公司)
・ 57・
摘要:缺是气缸套加工过程中的一个工序,原本使用手动固定的夹紧装置,笔者通过技术改进和实验,现采用气动央紧,通过气缸连接拉杆,以拉杆的伸缩带动弹套的夹紧和松开,按下按钮瞬间夹紧工件,提升了产品的精度和生产效率,
关键词:气缸套;铣缺;气动装夹;自动化
1问题的提出
我公司铣缺工序原本采用手动装夹,其夹紧装置采用手动夹紧,并且需要一名员工单独完成,气缸套铣缺工序质量、数量受员工个人技能熟练度影响较大,并且工作效率低,生产节拍受限。
在低夹紧力的情况下,气动夹紧具有较好的环保性、成本低、对夹紧的可靠性较好等优势。
我公司属于批量性机械加工企业,需优化生产线人员
配置,在保证产品质量的同时,还需要加快生产节奏,实现铣缺工序自动化。
2设计分析 2.1技术方案
将人工手动固定的夹紧方式,改为气动夹紧装置。增加一套气动伸缩装置,包含气缸、拉杆、单锥本体、单锥弹套,由气缸连接拉杆,通过拉杆的伸缩带动弹套的夹紧和松开,从而达到缸套夹紧的效果。
2.2具体步骤(附图)
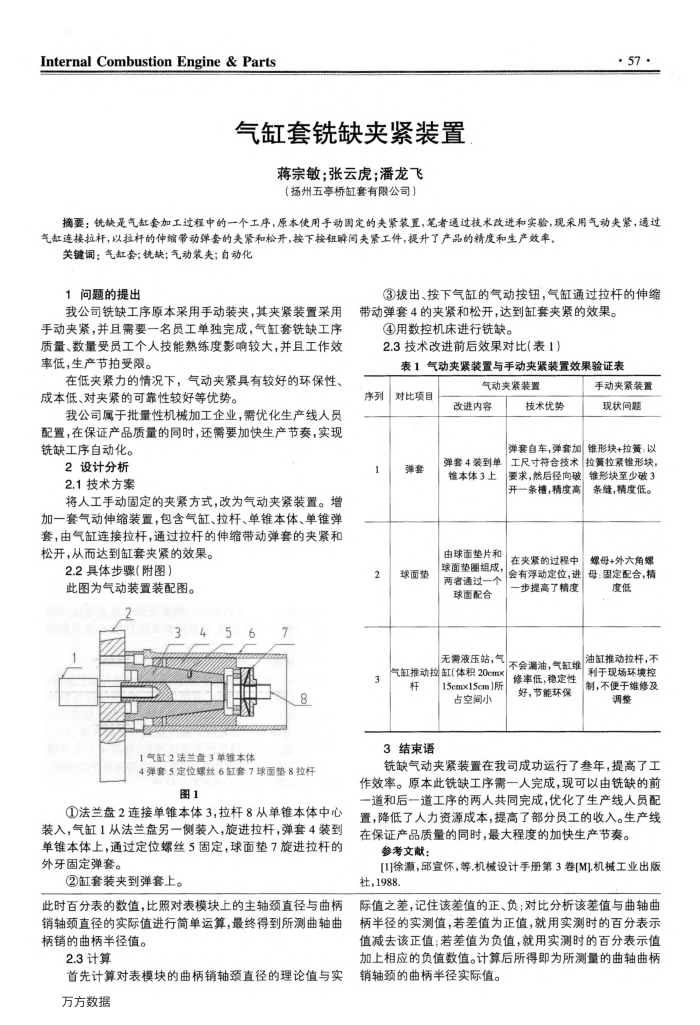
此图为气动装置装配图。
8
1气缸2法兰盘3单锥本体
4弹套5定位螺丝6缸套7球面垫8拉杆
图1
①法兰盘2连接单锥本体3,拉杆8从单锥本体中心装入,气缸1从法兰盘另一侧装入,旋进拉杆,弹套4装到单锥本体上,通过定位螺丝5固定,球面垫7旋进拉杆的外牙固定弹套。
②缸套装夹到弹套上。
此时百分表的数值,比照对表模块上的主轴颈直径与曲柄销轴颈直径的实际值进行简单运算,最终得到所测曲轴曲柄销的曲柄半径值。
2.3计算
首先计算对表模块的曲柄销轴颈直径的理论值与实万方数据
③拨出、按下气缸的气动按钮,气缸通过拉杆的伸缩带动弹套4的夹紧和松开,达到缸套夹紧的效果。
④用数控机床进行铣缺。
2.3技术改进前后效果对比(表1)
表1气动夹紧装置与手动夹紧装置效果验证表
气动夹紧装置
序列对比项目
弹套
2
球面垫
改进内容弹套4装到单锥本体3上
由球面垫片和球面垫图组成,两者通过一个球面配合
技术优势
手动夹紧装置现状问题
弹套自车,弹套加锥形块+拉簧:以工尺寸符合技术拉簧拉紧锥形块,要求,然后径向破
锥形块至少破3
开一条槽,精度高在夹紧的过程中
条缝,精度低。螺母+外六角螺
会有浮动定位,进
母:固定配合,精
度低
一步提高了精度
无需液压站,气
不会漏油,气缸维
气缸推动控缸(体积20emx
杆
3结束语
15cmx15cm)所占空间小
修率低,稳定性好,节能环保
油缸推动拉杆,不利于现场环境控制,不便于维修及
调整
铣缺气动夹紧装置在我司成功运行了参年,提高了工作效率。原本此铣缺工序需一人完成,现可以由铣缺的前一道和后一道工序的两人共同完成,优化了生产线人员配置,降低了人力资源成本,提高了部分员工的收入。生产线在保证产品质量的同时,最大程度的加快生产节奏。
参考文献:
[1]徐灏,邱宣怀,等.机械设计手册第3卷[M].机械工业出版社,1988
际值之差,记住该差值的正、负:对比分析该差值与曲轴曲柄半径的实测值,若差值为正值,就用实测时的百分表示值减去该正值;若差值为负值,就用实测时的百分表示值加上相应的负值数值。计算后所得即为所测量的曲轴曲柄销轴颈的曲柄半径实际值。
上一章:喷油器结构参数对重型柴油机影响的研究
下一章:深度型滤材正反面调换对过滤效率的影响