您当前的位置:首页>论文资料>提高某型铁芯小孔加工合格率及效率新方法
内容简介
 机械工程师
机械工程师MECHANICALENGINEER
提高某型铁芯小孔加工合格率及效率新方法
王建秋
(中航工业空空导弹研究院.河南洛阳471000)
摘要:因铁芯两处Φ1.6'30e小孔加工所用工装钻模老化,造成加工零件质量不稳定,零件两处小孔的加工成为了影响某型铁芯加工质量及生产效率的技术瓶项。结合零件结构特点,分析两处小孔加工难点,并从装夹形式、加工方法、切削
方式等方面着手分析,得到了较为有效的解决措施,明显提高了铁芯两小孔的产品合格率及生产效率。关键词:材料;小孔;装夹:刀具
中图分类号:TH162 0引言
文献标志码:B
2015年年初某改进型零件铁芯开始大量投产,该零件与原始型号铁芯结构相同,除长度尺寸L的公差有细微差别外,其余加工要素的尺寸精度、形状精度及表面质量等要求均相同(如图1所示)。原始型号铁芯经过多年生产检验,工艺方法相对成熟,因此,原始型号铁芯的加工技术对改进型铁芯的加工具有一定借鉴作用。
1.9。
1问题概述
图1铁芯零件图
D
01.6 2处通孔
由图1可知,零件结构相对简单,其主要的加工难度即为两处Φ1.6小孔加工,因其孔径小,且在A。圆柱段两侧位置的圆柱面上,需同时保证孔径Φ1.6.0.01g、轴向位置尺寸1.9。及两小孔对称度要求,具有较大的加工难度。原始型号铁芯加工为两道工序分别加工两侧小孔,为保证小孔的加工精度和较高加工效率,采用钻模装夹钻套导引的加工方式。但因所用的专用工装钻模使用年限较长,磨损严重,其定位精度已无法满足两小孔位置尺寸的要求。因此原始型号铁芯在以往加工过程中,两道小孔加工工序均需依靠专人加工,每次加工前由专人对钻模进行校正,对操作人员依赖性大;且每批次钳工加工完成后,需对尺寸1.9。不合格零件再经过磨工进行修复,返修率超过40%。每批最终产品合格率仅为80%,合格率低。由于专用工装钻模重新加工难度大、生产周期长,重新制造将对生产进度有较大影响。因此,采用新型有效的工艺方法,提高两小孔加工的生产效率及产品合格率,方可高
质高效完成改进型铁芯生产任务。 2小孔加工技术难点分析
原始型号铁芯两处Φ1.6.,a01o小孔加工工艺采用专用
文章编号:1002-2333(2016)07-0223-03
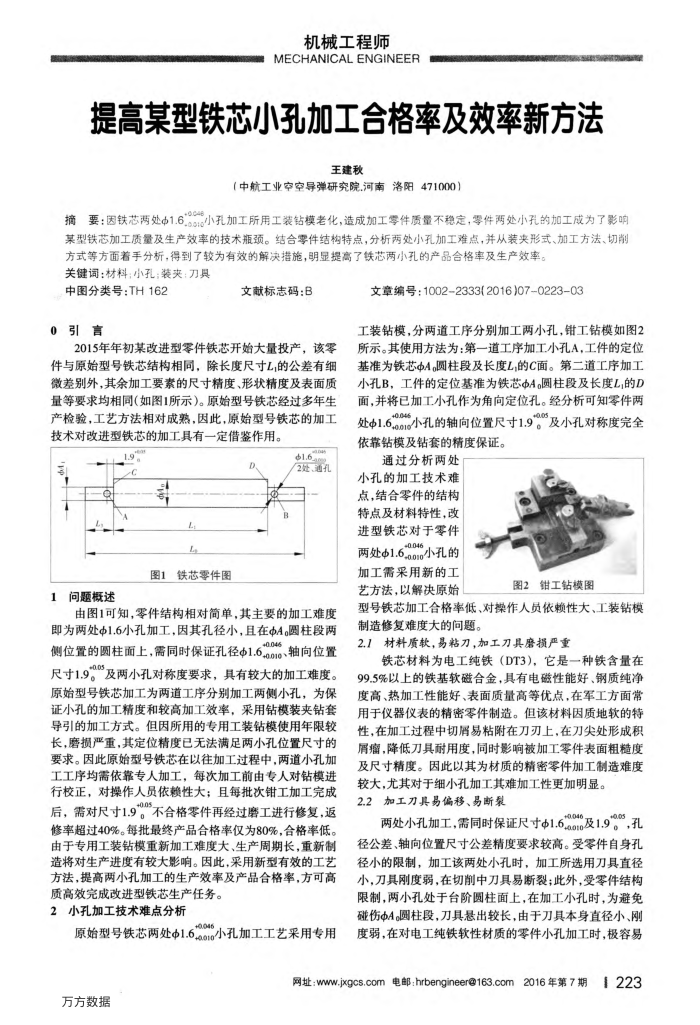
工装钻模,分两道工序分别加工两小孔,钳工钻模如图2 所示。其使用方法为:第一道工序加工小孔A,工件的定位基准为铁芯中A。圆柱段及长度L的C面。第二道工序加工小孔B,工件的定位基准为铁芯ΦA。圆柱段及长度L,的D 面,并将已加工小孔作为角向定位孔。经分析可知零件两处Φ1.60.01小孔的轴向位置尺寸1.9及小孔对称度完全依靠钻模及钻套的精度保证。
通过分析两处小孔的加工技术难点,结合零件的结构特点及材料特性,改进型铁芯对于零件两处Φ1.60010小孔的加工需采用新的工
艺方法,以解决原始
图2钳工钻模图
型号铁芯加工合格率低、对操作人员依赖性大、工装钻模制造修复难度大的问题。
2.1
材料质软,易粘刀,加工刀具磨损严重
铁芯材料为电工纯铁(DT3),它是一种铁含量在
99.5%以上的铁基软磁合金,具有电磁性能好、钢质纯净度高、热加工性能好、表面质量高等优点,在军工方面常用于仪器仪表的精密零件制造。但该材料因质地软的特性,在加工过程中切屑易粘附在刀刃上,在刀尖处形成积屑瘤,降低刀具耐用度,同时影响被加工零件表面粗糙度及尺寸精度。因此以其为材质的精密零件加工制造难度
较大,尤其对于细小孔加工其难加工性更加明显。 2.2加工刀具易偏移、易断裂
两处小孔加工,需同时保证尺寸Φ1.6-0.049及1.9*0.5,孔径公差、轴向位置尺寸公差精度要求较高。受零件自身孔径小的限制,加工该两处小孔时,加工所选用刀具直径小,刀具刚度弱,在切削中刀具易断裂;此外,受零件结构限制,两小孔处于台阶圆柱面上,在加工小孔时,为避免碰伤ΦA。圆柱段,刀具悬出较长,由于刀具本身直径小、刚度弱,在对电工纯铁软性材质的零件小孔加工时,极容易
网址:www.jxgcs.com电邮:hrbengineer@163.com2016年第7期
万方数据
1223