����ǰ��λ�ã���ҳ>��������>Ҥͷ��ú���ķ��©�ͼ�����Ĵ���
Ҥͷ��ú���ķ��©�ͼ�����Ĵ���
���ݼ��
 ����װ����ͼ����ţ�TQ172.6
����װ����ͼ����ţ�TQ172.6���ױ�ʶ�룺B
����������ͷ��ú���ķ��©�ͼ��Ầ�Ĵ���
���±�ţ�10070389(2010)0358-02
Ҥͷ��ú���ķ��©�ͼ�����Ĵ���
�׳�����������̩��¹ˮ������˾ũ���ֹ�˾�����ֳ���130202��
�ҹ�˾��ת����ͷ��ú�÷����ԭ���������ķ�������ڹ����ʸߣ���2003�����JAS250���ķ�����÷�����ʹ��Ч���Ϻã���ʹ��һ��ʱ����ֳ����µ����⡣��Ҫ�Ǵ��������䴦©�����أ�����ŷ��к��Ͷ࣬��ܵ��������أ�������ʹ�ù����У����ڱ��ԭ���ֵ���������ϡ��¸���һ̨����ʹ��һ��ʱ����ֳ���ͬ�������⡣������ѯ���ң�����͵���Ҷ��һ�����ҹ�˾�Dz��߱���һ��ж����װ�ļ������ҳ������ɱ��ָߡ������������ҹ�˾��ȡ�Ĵ�ʩ�ǣ����мӹ��ἰ��
�⣬��ȡ���˺ܺõ�ʹ��Ч���� 1��IJ�ж���ӹ��밲װ
�����ķ��Ҷ������װ�䲿λ�Ƚϳ�������Ͼ��ȸߣ���ж�Ѷȴ�����������������˸�֧�ܣ���Ҷ������װ�䲿λˮƽ����֧���ڣ�Ȼ��Ҷ���õ�����ס����200t�綯Һѹǧ�ﶥ���𣬶������ϣ��ڱ�֤Ҷ�������ֽﶥ��ͬ��ʱ����ǧ�ﶥ��ѹ����ͼ1������ǧ�ﶥ����Լ3MPa��ѹ��ʱ���ö�������ͬʱ��Ҷ��������ϲ�λ����Ҷ��������ࣩ���ȼ��ȣ����¶ȴﵽ100�����ң���ǧ�ﶥ������
ת��
֧����
��˿��֧��
ͼ1ǧ�ﶥ��ѹʾ��ͼ
-58
������
֧��
֧��ǧ����
ѹ��ͬʱ������������������һ���죬����ʾҶ�������ѿ���������ѹֱ�������Ҷ���ڶ�������������в�档
���мӹ���ʱ������ϲ���*45�ֻ�40Cr���ʴ�����������ϲ�λ���Ҿ��ȸߣ��ʳߴ繫���עʱҪ����Ҷ�ֿ�ʵ�ʳߴ磬�Ȳ�����ֵС002~ 0.04mm���������ȴﵽ3.6���ϡ�
��������������Ӧע�⣺һ�Ǽ��Ȼ��治��̫���������Ὣ��Ҷ��ͬ�����ȣ�����������Ҳ����̫ǿ������Ҷ���Ǿֲ����ȣ�̫ǿ�ײ������ơ����Dz��õ綯Һѹǧ�ﶥ����Ҷ�֣�����Ϊ�綯Һѹǧ�ﶥ��Һѹ���ܣ�����Ҷ���ܱ���һ���ľ��룬��ֹ��ƫ����Σ�գ�ͬʱע����Һѹ�����ܳ����涨��ʹ��ѹ����
������ӹ����װ��ʱ�����Ƚ�����ë�̺���װ�䲿λͿЩ���ͣ��õ�����ס��ֱ������
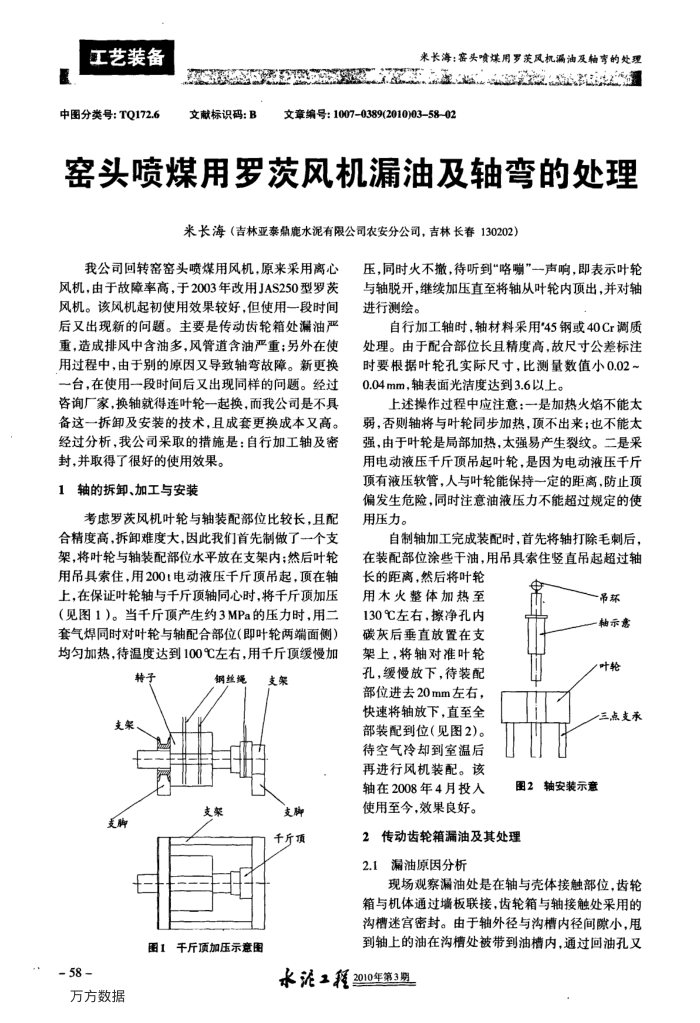
���ľ��룬Ȼ��Ҷ����ľ����������� 130�����ң���������̼�Һ�ֱ������֧���ϣ������Ҷ�ֿף��������£���װ�䲿λ��ȥ20mm���ң����ٽ�����£�ֱ��ȫ��װ�䵽λ����ͼ2)����������ȴ�����º��ٽ��з��װ�䡣������2008��4��Ͷ��ʹ������Ч�����á�
��
������ʾ��
/Ҷ��
����֧��
ͼ2�ᰲװʾ��
2����������©�ͼ��䴦�� 2.1©��ԭ�����
�ֳ��۲�©�ʹ������������Ӵ���λ�������������ͨ��ǽ�����ӣ�����������Ӵ������õĹ����Թ��ܷ⡣�������⾶�빵���ھ���϶С��˦�����ϵ����ڹ��۴��������Ͳ��ڣ�ͨ�����Ϳ���
ˮ���2010���3��