您当前的位置:首页>论文资料>模数45mm的大齿轮的加工实践
内容简介
 吴敬,等:模数45mm的大齿轮的加工实践
吴敬,等:模数45mm的大齿轮的加工实践中图分类号:TQ172.632
文献标识码:B
文章编号:1007-0389(2012)0561-01
工艺装备
模数45mm的大齿轮的加工实践
吴敬散"苏钧”于浩王鑫
(1.沈阳理工大学应用技术学院,辽宁沈阳110005;2.沈阳水泥机械有限公司,辽宁沈阳110024)
1大模数齿轮介绍
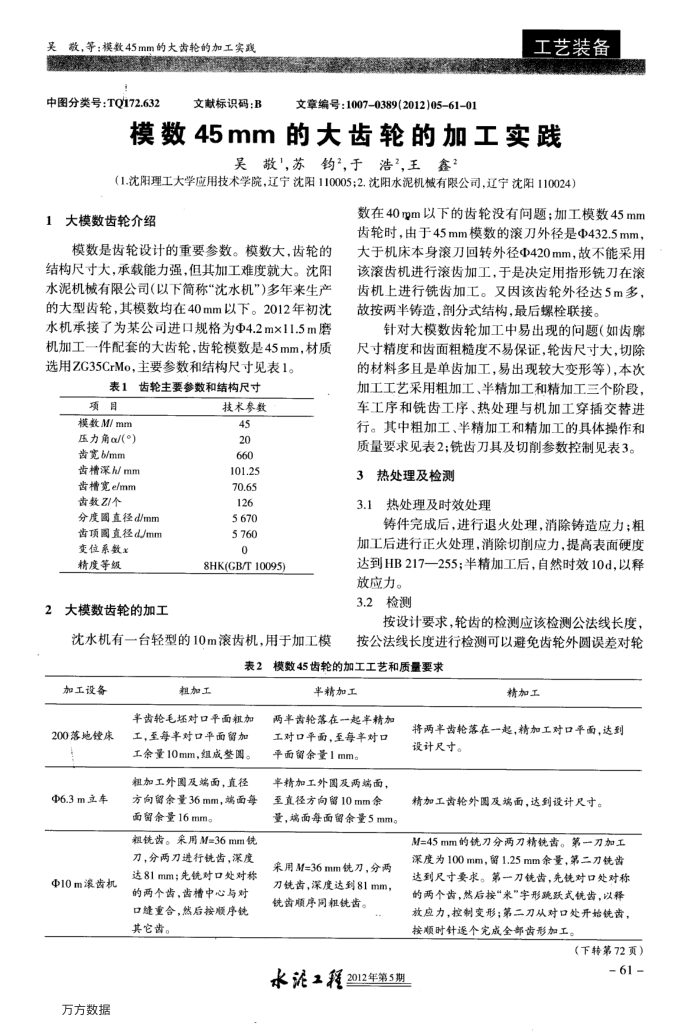
模数是齿轮设计的重要参数。模数大,齿轮的结构尺寸大,承载能力强,但其加工难度就大。沈阳水泥机械有限公司(以下简称“沈水机”)多年来生产的大型齿轮,其模数均在40mm以下。2012年初沈水机承接了为某公司进口规格为Φ4.2mx11.5m磨机加工一件配套的大齿轮,齿轮模数是45mm,材质选用ZG35CrMo,主要参数和结构尺寸见表1。
表1齿轮主要参数和结构尺寸
项目模数M/mm 压力角α/(°)当宽6/mm 齿槽深h/mm 齿槽宽e/mm 齿数Z/个
分度直径d/mm 齿项围直径d/mm
变位系数义精度等级
2大模数齿轮的加工
技术参数 45 20 660 101.25 70.65 126 5670 5 760 0
8HK(GB/T 10095)
沈水机有一台轻型的10m滚齿机,用于加工模
数在40m以下的齿轮没有问题;加工模数45mm 齿轮时.由于45mm模数的滚刀外径是Φ432.5mm,大于机床本身滚刀回转外径420mm,故不能采用该滚齿机进行滚齿加工,于是决定用指形铣刀在滚齿机上进行铣齿加工。又因该齿轮外径达5m多,故按两半铸造,剖分式结构,最后螺栓联接。
针对大模数齿轮加工中易出现的问题(如齿席尺寸精度和齿面粗糙度不易保证,轮齿尺寸大,切除的材料多且是单齿加工,易出现较大变形等),本次加工工艺采用粗加工、半精加工和精加工三个阶段,车工序和铣齿工序、热处理与机加工穿插交替进行。其中粗加工、半精加工和精加工的具体操作和质量要求见表2;铣齿刀具及切削参数控制见表3。
3热处理及检测
热处理及时效处理
3.1
铸件完成后,进行退火处理,消除铸造应力;粗加工后进行正火处理,消除切削应力,提高表面硬度达到HB217―255;半精加工后,自然时效10d,以释
放应力。 3.2检测
按设计要求,轮齿的检测应该检测公法线长度按公法线长度进行检测可以避免齿轮外圆误差对轮
表2模数45齿轮的加工工艺和质量要求
加工设备 200落地床
6.3m立车 Φ10m滚齿机
万方数据
粗加工
半齿轮毛坏对口平面粗加工,至每半对口平面留加工余量10mm,组成整圆。
租加工外圆及端面,直径方向留余量36mm,端面每面留余量16mm。
租铣齿。采用M=36mm铣刀,分两刀进行铣齿,深度达81mm;先铣对口处对称的两个齿,齿槽中心与对口缝重合,然后按顺序镜其它齿。
半精加工
两半声轮落在一起率精加工对口平面,至每率对口平面留余量1mm。
率精加工外围及两端面,至直径方向留10mm余量,端面每面留余量5mm。
采用M=36mm铣刀,分两刀铣齿,深度达到81mm,铣齿顺序同租铣齿。
水泥工2012年第5期
精加工
将两车齿轮落在一起,精加工对口平面,达到设计尺寸。
精加工齿轮外圆及端面,达到设计尺寸。
M=45mm的铣刀分两刀精镜齿。第一刀加工深度为100mm,留1.25mm余量,第二刀齿达到尺寸要求。第一刀镜齿,先镜对口处对称的两个齿,然后按“来"字形跳跃式铣齿,以释放应力,控制变形;第二刀从对口处开始钝,按顺时针逐个完成全部齿形加工。
(下转第72页)
- 61 -