您当前的位置:首页>论文资料>原料磨油站系统的问题和改进
内容简介
 电气・控制
电气・控制中图分类号:TQ172.6
王五海:原料磨油站系统的问题和改进
a
文献标识码:B
文章编号:1007-0389(2010)01-58-01
原料磨油站系统的问题和改进
王玉海(河南世纪新峰水泥有限公司,河南卫辉453100)
河南世纪新峰水泥有限公司旋案部两台原料
磨和其相配套的油站控制系统系某矿山机械有限公司提供的成套设备,均由中控驱动控制。其中每台磨机配套有4台稀油站,分别为主电机稀油站、主减速机稀油站、磨机前后主轴承稀油站;每台油站有各自的油站控制器,均采用欧姆龙CMP1A控制。在投运后的20个月内,因油站间题引发了三次较大的设备故障,给企业造成很大的损失。其中 2007年初试运行期间,2原料磨电机因后轴承缺油(滑动轴承)拉伤;2007年8月,1原料磨因前主轴承缺油拉伤;2008年8月29日,2原料磨主减速机油站油泵损坏,备用油泵没有自动投人,因缺油造成减速机轴承、齿轮等损坏。
根据设备成套厂家提供的资料,油站运行流程是:在中控信号的驱动下,各油站主油泵和备用油泵一起工作;当出口油压大于0.25MPa时备用泵停止工.作,同时各油站控制器输出允许主机启动信号给中控;中控在确认四台油站工作正常后,才可启动原料磨主机。在生产运行过程中,当供油压力小于 0.12MPa时,备用油泵自动投人并输出报信号;如果供油压力依然小于0.12MPa时,PLC输出故障停车信号,主机停机。
在对故障处理过程中我们发现,部分油站出现压力控制器接线断线或接触不良(这是岗位日常卫生清理造成)、压力控制器反应不灵敏(由机台振动,使压力控制器调节螺栓松动造成)等现象。为确定问题根源,我们进行了现场模拟试验。试验时当把压力控制器的下限控制线断开或压力控制器不复位时,驱动油站即使将出口压力调整得再低,PLC均显示工作正常,没有一台发出报警,更不用说联锁主机跳闸,从而给电机安全和磨机的正常运转留下很大的隐患。
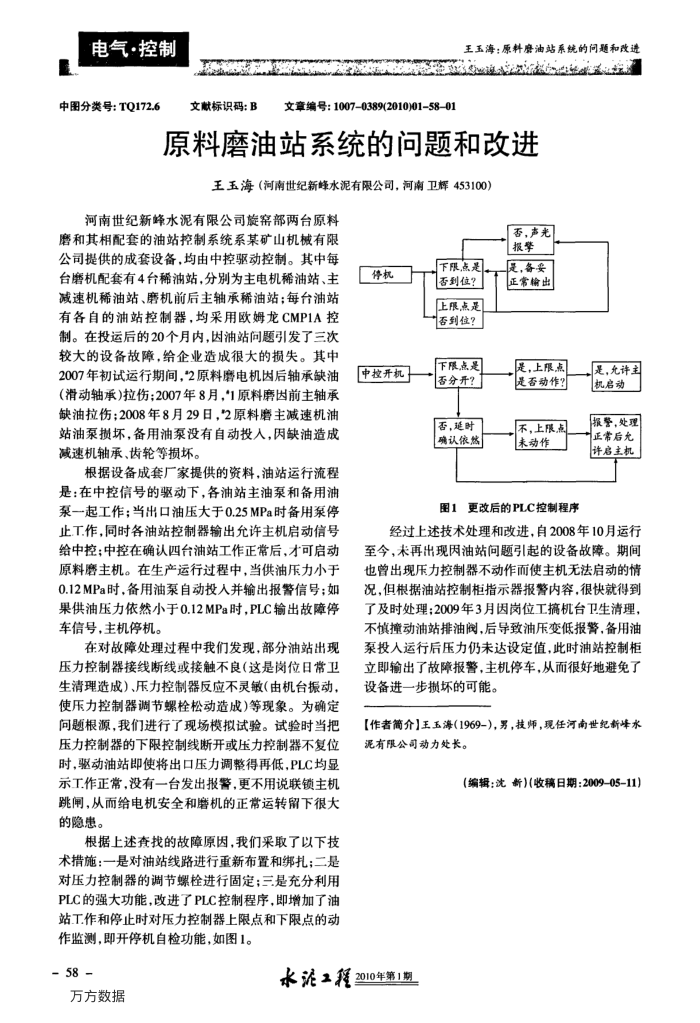
根据上述查找的故障原因,我们采取了以下技术措施:一是对油站线路进行重新布置和绑扎;二是对压力控制器的调节螺栓进行固定:三是充分利用 PLC的强大功能,改进了PLC控制程序,即增加了油站工作和停止时对压力控制器上限点和下限点的动作监测,即开停机自检功能,如图1。
- 58 -
方方数据
停机
中控开机
下限点是否到位?
上限点是否到住?
下限点是否分开?
否,延时确认依然
否,声光报学是,备要正常输出
是,上限点是否动作?
不,上限点未动作
图1更改后的PLC控制程序
是,允评主机启动
报警,处理正常后充许启主机
经过上述技术处理和改进,自2008年10月运行
至今,未再出现因油站间题引起的设备故障。期间也曾出现压力控制器不动作而使主机无法启动的情况,但根据油站控制柜指示器报警内容,很快就得到了及时处理:2009年3月因岗位工搞机台卫生清理,不慎撞动油站排油阀,后导致油压变低报警,备用油泵投人运行后压力仍未达设定值,此时油站控制柜立即输出了故障报警,主机停车,从而很好地避免了设备进一步损坏的可能。
【作者简介】王玉海(1969-),男,技师,现任河南世纪新峰水泥有限公司动力处长。
(编辑:沈新)(收稿日期:2009-05-11)
水泥工程2010年第1期
上一章:原料中大尺寸SiO2对熟料质量的影响及对策
下一章:水泥厂高压电机的变频节能改造