氩弧焊修复激光成形TC11钛合金组织及高周疲劳性能
内容简介
 第37卷第8期 2016年8月
第37卷第8期 2016年8月焊接学报
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol.37 August
氩弧焊修复激光成形TC11钛合金组织
及高周疲劳性能
侯慧鹏,田象军,刘栋,王华明(北京航空航天大学材料科学与工程学院,北京100191)
No.8 2016
摘要:采用氩弧焊对沉积态激光成形TC11钛合金进行修复并进行双重退火热处理。观察分析了修复试样热处理前后各区域的组织,测试了高周疲劳极限并进行分析。结果表明,修复区宏观组织呈柱状晶形貌,热影响区和基材区呈柱状晶和等轴晶交替排列形貌。热处理前修复区和热影响区为超细针状α相分布在β相基体中,基材区为较细的网篮组织:热处理后各区域的微观组织均为板条状初生α相+β相转变组织,修复区初生α相长度显著大于其它区域修复件高周疲劳极限下降约7.1%.断口分析表明:修复件疲劳源均为修复区气孔,气孔缺陷是疲劳
性能下降的主要原因;疲劳源区呈α相解理、β相撕裂形貌. 关键词:氟弧焊:修复;激光成形;组织;高周疲劳
中图分类号:TG444.74 0序言
文献标识码:A
文章编号:0253360X(2016)08000904
热处理,研究修复对组织和高周疲劳性能的影响
TC11钛合金是一种综合性能良好的双相钛合金,在500℃以下具有优异的热强性能,并且具有较高的室温强度,主要用于制造航空发动机压气机盘、叶片等1]采用激光成形技术制备TC11钛合金零件与整体锻造等传统制造技术相比,具有短流程、低成本、近净成形等特点,具有独特的技术和经济优势及广阔的应用前景2,在TC11钛合金零件激光成形过程中可能出现内部治金缺陷:后续机械加工过程中加工余量小,定位精度要求高,容易出现误加工缺陷;在使用过程中可能产生意外损伤,如果这些存在缺陷零件做报废处理将造成很大的经济损失,这时对缺陷零件的修复和再制造,具有显著地经济效益和社会价值3,对于钛合金锻件,普追采用的修复方法包括等离子弧堆焊、氩弧焊、激光成形修复及电子束堆焊等方法}氩弧焊修复方法具有设备简单、灵活,成本低等优点,但是由于氩弧焊热输人较大,且锻件的组织热稳定性较差,造成被修复零件性能损失严重,尤其疲劳性能下降较大[3),
目前对激光成形TC11钛合金进行修复的相关
研究鲜有报道:文中采用氩弧焊修复对激光成形 TC11钛合金沉积态板材进行修复并进行双重退火
收稿日期:2014-08-20
基金项目:国家“973"项目资助项目(2011CB606305-2);北京市科
技计划课题资助项目(D141100003914001)
1试验方法
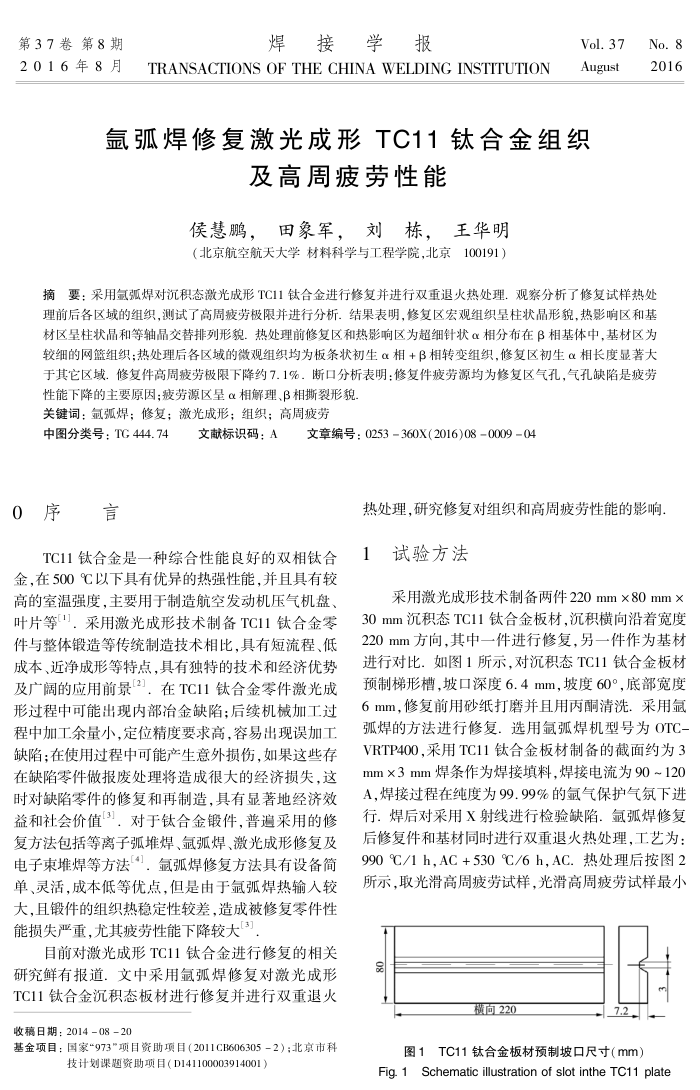
采用激光成形技术制备两件220mm×80mm× 30mm沉积态TC11钛合金板材.沉积横向沿着宽度 220mm方向,其中一件进行修复,另一件作为基材进行对比:如图1所示,对沉积态TC11钛合金板材预制梯形槽,坡口深度6.4mm,坡度60°,底部宽度 6mm,修复前用砂纸打磨并且用丙酮清洗.采用氩弧焊的方法进行修复.选用氩弧焊机型号为OTC-VRTP400,采用TC11钛合金板材制备的截面约为3 mm×3mm焊条作为焊接填料,焊接电流为90~120 A,焊接过程在纯度为99.99%的氩气保护气氛下进行.焊后对采用X射线进行检验缺陷氩弧焊修复后修复件和基材同时进行双重退火热处理,工艺为: 990℃/1h,AC+530℃/6h,AC.热处理后按图2 所示,取光滑高周疲劳试样,光滑高周疲劳试样最小
横向220
7.2
图1TC11钛合金板材预制坡口尺寸(mm)
Fig. 1Schematic illustration of slot inthe TC11 plate
上一章:圆形硅钢片氩弧焊焊接设备的设计
下一章:轧制铝合金的X-射线法残余应力测试