�ѺϽ�-TIG���Ϻ��ӱ���״̬�Ժ�����μ�����Ӱ��
���ݼ��
 ��38����2�� 2017��2��
��38����2�� 2017��2������ѧ��
TRANSACTIONSOFTHECHINAWELDINGINSTITUTION
3 No.2
Vol.38
February2017
�ѺϽ�-TIG���Ϻ��ӱ���״̬�Ժ������
������Ӱ��
ʷ�����������������ֲ���������
������������ѧ����ʡ�Ƚ��������Ӽ����ص�ʵ���ң�����116024��
ժҪ���ü���-TIG������Դ��2.5mm��TA15�ѺϽ���жԽӺ�����.����������ѧ������������ȳ����ǡ�����̽�루EPMA����ɨ��羵��SEM)�ȷ����ֶζԺ��ӽ�ͷ���в��Է��������뵥TIG�����жԱ�.�������ӹ��ղ����ͽ�ͷ����ʱ��Ժ��ӽ�ͷ��ò�����ܵ�Ӱ��.���������ʵ��2.5mm���ѺϽ�ȫ������ʱ������-TIG��
�ȵ�TIG����ͷ���и��ߵ�ǿ�ȡ����Ժ��õ�ƣ�����ܣ�����-TIG���Ϻ�����ȴ���ʸ��ڵ�TIG����������õı���״̬ʱ���豣��ʱ����̡�
�ؼ��ʣ�����-TIG���Ϻ����ѺϽ𣻽�ͷ���ܣ���ͷ����
��ͼ����ţ�TG407 0����
���±�ţ�0253360X(2017)02006105
���ױ�ʶ�룺A
��-TIG���������ѺϽ𱡱ڽṹ�������е��ƹ�Ӧ���ṩ���ղ�������������֧��
�ѺϽ�����ܶ�С����ǿ�ȸߣ���ʴ�Ժá�����
�Ժõ�һϵ���ŵ㣬�ں��պ��졢���̡�������ҽ�Ƶ�����õ��㷺Ӧ��11]TA15�ѺϽ���һ�����͵Ľ������е�ǿ���ѺϽ𣬾������õĹ������ܺ�ʹ�����ܣ��ѳ�Ϊ�ɻ��ṹ��Ҫ���ѺϽ��ò�2��Ŀǰ�ѺϽ𱡱ڽṹ����ʹ���ټ�벻�����tungsteninertgas��TIG������.Ȼ��TIG�������ٶȽ��������������˽ϴ��ⲻ�����º�������Ч�ʵ��£�����ʹ�ѺϽ켰��Ӱ����������������ȳ��Ӷ����ͽ�ͷ����.�����ѺϽ�ʱ���챣����Ӱ���ͷ���ܵĹؼ����أ���ʹ�ú�ǹ���������۳��⣬����ʹ�����ֶԺ��켰��������������Ա���������ʱ�����ʱ��ͷ��������֤������������ʱ�ֽ�Ӱ�캸������Ч�ʲ������Դ�˷ѣ���˺���ѡ��ʱ��������塣
���ʼ���-TIG���Ϻ���һ�ֲ��õ��ʼ�
���TIG�绡�����յ���ѹ�������TIG�绡�����ܶȵĸ�Ч�����ʺ��ӷ���3��������ļ�����Կ˷� TIG�����ٺ��Ӳ��ȶ�������Ч�ʵ͵�ȱ��3�����õ��ʼ���-TIG������Դ��TA15�ѺϽ𱡰���к���,����TIG�����жԱȣ������˺��ӹ��ղ����ͽ�ͷ����ʱ��Խ�ͷ��ò�����ܵ�Ӱ��.Ϊ�ٽ���
�ո����ڣ�2015=����6
������Ŀ��ͼ��ƿ�����ר��������Ŀ��2013ZX04001-041-05��
1���鷽��
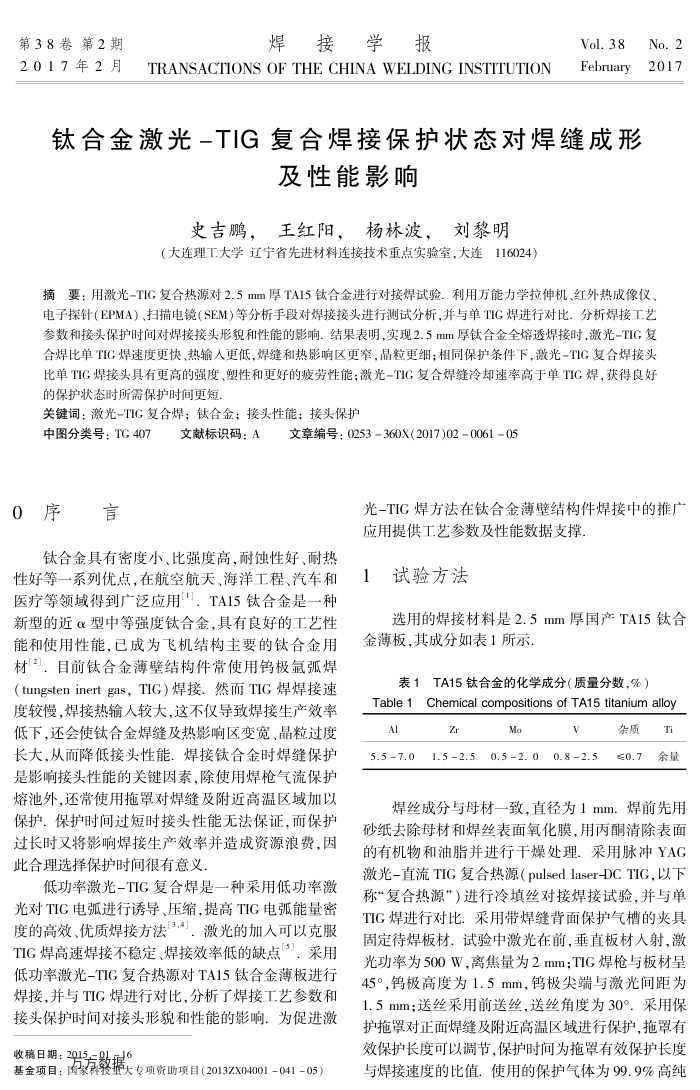
ѡ�õĺ��Ӳ�����2.5mm�����TA15�ѺϽ𱡰壬��ɷ����1��ʾ.
��1TA15�ѺϽ�Ļ�ѧ�ɷ֣�����������%��
Table 1 Chemical compositions of TA15 titanium alloy
Al
Zr
Mo
����Ti
5.5-7.01.5~2.50.5~2.00.8~2.5��0.7����
��˿�ɷ���ĸ��һ�£�ֱ��Ϊ1mm.��ǰ����ɰֽȥ��ĸ�ĺͺ�˿��������Ĥ���ñ�ͪ���������л������֬�����и��ﴦ��.��������YAG ����-ֱ��TIG������Դ��pulsedlaser-DCTIG�����³ơ�������Դ"����������˿�ԽӺ������飬���뵥 TIG�����жԱȣ����ô����챳�汣�����۵ļо߹̶�������ģ������м�����ǰ����ֱ������䣬�����Ϊ500W.�뽹��Ϊ2mm��TIG��ǹ���ij� 45�㣬�ټ��߶�Ϊ1.5mm���ټ�����뼤����Ϊ 1.5mm����˿����ǰ��˿����˿�Ƕ�Ϊ30��.���ñ������ֶ����溸�켰��������������б�����������Ч�������ȿ��Ե��ڣ�����ʱ��Ϊ������Ч���������뺸���ٶȵı�ֵ.ʹ�õı�������Ϊ99.9%�ߴ�
�������
���ڳ��������Ͻ�TIG�������Ӱ����Ʒ���
���Ͻ�伫��TIG�����ղ����Ժ�����ε�Ӱ��
���⺸�Ӷ�TC4�ѺϽ�ǿ����ƣ�����ܵ�Ӱ��
ըҩ��ը�ٶȶ������ѱ�ը���Ӹ��Ϲܽ�Ͻ��漰���ܵ�Ӱ��
�����¿����Ͷ��в��ۼ���-MAG���Ϻ��ӹ�����Ӧ�Լ���ѧ���ܵ�Ӱ��
ˮ�¸�ѹ��ʽ������ѹ�������Ӳ�����GMAW������ε�Ӱ��
���������Al-Cu�Ͻ�TIG��������֯�ݱ��Ӱ��
��ѹ���������ϳ���6061���Ͻ���֯���ܵ�Ӱ��