您当前的位置:首页>论文资料>轴套类零件装配技术二则
内容简介
 APPLICATION&MAINTENANCE/应用与维修
APPLICATION&MAINTENANCE/应用与维修轴套类零件装配技术二则 ■何春
用铁锤敲击的方法将过盈配合的轴套装配至工件座孔中,容易造成轴套变形。如果用此法装配滤动轴承外圈,还会造成其脆性断裂。为防止装配轴套类零件时出现上述间题,可使用轴套压装机装配
法或冷冻装配法进行装配。 1.轴套压装机装配法
轴套压装机装配法是通过液压缸的拉力将轴套装配在座孔内的一种装配方法。轴套压装机主要由
压装机具、液压缸和液压泵站等组成。其中液压缸和液压泵站为标准件,可从市场购得。
不同规格和不同装配技术要求的轴套,其压入的摩擦阻力不同,故压入力也不同。因此应先计算出轴套的轴向压装力,再对压装机具结构进行设计,最后选择适宜的液压缸和液压泵站。现以公称直径260mm、厚度100mm的某型号轴承装配为例,介绍采用轴套压装机装配法的实施步骤。
(1)计算轴向压装力
对该轴承进行压装时,轴承受力分布如图1所示。由于轴套装配的压装力应大于压装时轴向摩擦
阻力,故应先计算轴向摩擦阻力。滚动轴承外圈装配时,轴向摩擦阻力F按下式计算:
F, = d L P f= 89.6kN
d d
ttt
F
F
ttt
图1轴套受力分析图
一压装力F
轴向摩撼阻力P-
配合面公称直径L-
-p
176万立时机能与维修CM&M2013.03
径向压力
配合面长度
(1)
式中:F
轴向摩擦阻力,kN;
d――配合面公称直径,260mm; L――配合面长度,100mm;
p
径向压力,10.97MPa;摩擦系数,取值为0.1。
式中径向压力P的作用是保证轴承外套工作时不出现滑动。其值取决于装配时最大过盈量,还取决于包容件和被包容件的厚度、材料弹性系数及泊松比等,根据相关公式计算(从略)将其取值为 10.97 MPa
为保证轴承套能够顺利压入,轴承外圈装配的压装力F应大于该轴套的轴向摩擦阻力F,本文将压装力设定为120kN。
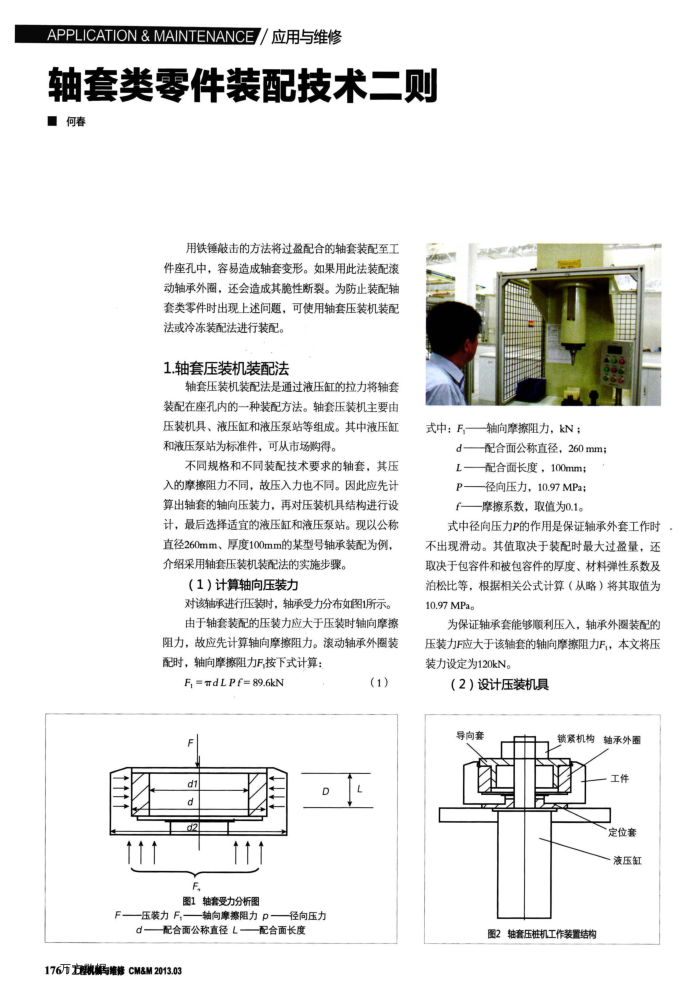
(2)设计压装机具
导向套
锁紧机构轴承外圈
工件定位套液压缸
图2轴套压桩机工作装置结构
上一章:柱塞泵漏油的检修方法
下一章:圆锥滚子轴承装配游隙的调整与判定方法