您当前的位置:首页>论文资料>双丝GMAW焊接的电弧干扰和中断分析
内容简介
 第32卷第7期 2011年7月
第32卷第7期 2011年7月焊接学报
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol.32 July
双丝GMAW焊接的电弧于扰和中断分析
王飞12,华学明2,马晓丽12,吴毅雄12,曹能3,钱伟芳3
(1,上海交通大学焊接工程技术研究所,上海200240;
2.上海交通大学上海市激光制造与材料表面改性重点实验室,上海200240;
3.宝钢钢铁股份有限公司研究院,上海201900)
摘要:为了进一步了解双丝焊接过程中电弧干扰的规律以及有规律的断弧现象,设计了不同焊接电滇参数值的匹配系列试验,同步拍摄了电弧形态并采集了两电弧的电流、电压波形.通过理论推导出的双丝电弧的偏移量公式分析了上述试验结果并得到了基本符合的结论:增大另一电弧与该电弧的电流比例.该电弧中断赖率增加.最后将高速摄影拍摄到的电弧图片与采集到的电流、电压波形图相结合,分析电弧中断现象的
循环过程。结果表明,通过合理的参数匹配可以避免断弧的产生,关键调:双丝;电弧干扰:断弧;电弧偏移
中图分类号:TG115.28 0序
言
文献标识码:A文章编号:0253-360X(2011)070109-04
王
飞
No.7 2011
板,尺寸为500mm×100mm×15mm,所用焊丝为日本生产的牌号为MX-200H的药芯焊丝,焊丝直径
双丝GMAW焊接时,两根焊丝间距较小,由于电磁场的存在使得两电弧发生相互干扰,导致焊接过程的不稳定,这包括了电弧的中断、电压的波动以及所带来的飞溅和焊缝成形恶化,为此,国外很多工作者做了许多研究工作,Ueyama等人[1,2]通过研究钢板高速P-GMAWtandem焊接过程中两焊枪的构造对焊缝形成的影响,提高了焊接速度,还研究了 P-GMAWtandem焊接过程中两焊丝间距以及保护气体成分对电弧干扰和中断的影响.文献[3]通过焊接电流和电压的统计计算分析得出了一个用于评定tandem焊接过程稳定性的指标.文献[4]根据最小电压原理解释了不同的熔池表面状态对异常电弧电压的影响。而国内对双丝焊接过程稳定性的研究报道几乎没有,因此,文中设计了电流匹配对电弧中断频率的影响系列试验,以及通过电弧图片结合电流、电压电信号的方法,深人研究了断弧的循环过程,旨在分析电弧稳定性的影响因素借以提高双丝焊接过程稳定性,
试验材料和系统组成 1.1试验材料及参数设置
焊接试验所用的母材为普通船用AB-A级钢收稿日期:2010-1031
万方数据
为1.6mm,焊接保护气体为100%C0,气体,气体流量均设定为25L/min.试验过程中焊丝的极性均
为DCEP-DCEP组合,焊接速度0.8m/min。 1.2双丝GMAW焊接系统组成
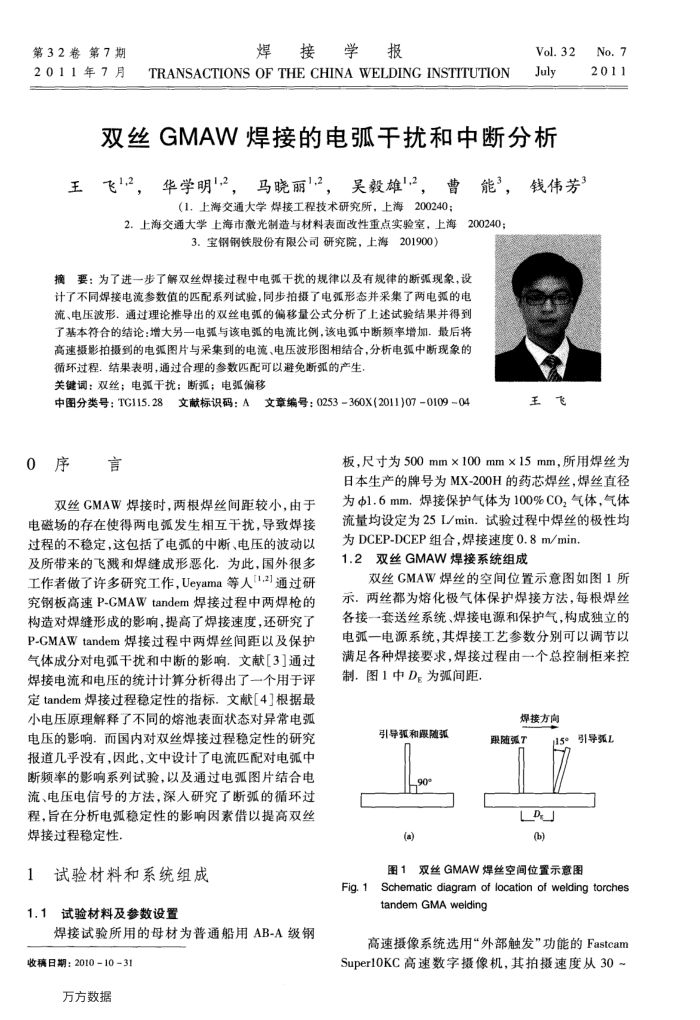
双丝GMAW焊丝的空间位置示意图如图1所示.两丝都为熔化极气体保护焊接方法,每根焊丝各接一套送丝系统、焊接电源和保护气,构成独立的电弧一电源系统,其焊接工艺参数分别可以调节以满足各种焊接要求,焊接过程由一个总控制柜来控制.图1中D为弧间距
焊接方向
引导弧和跟随弧
h904(a)
跟随强T
15°引导张L
LD(b)
图1双丝GMAW焊丝空间位置示意图
Fig. 1Schematic diagram of location of welding torches
tandem GMA welding
高速摄像系统选用“外部触发”功能的Fastcam Superl0KC高速数字摄像机,其拍摄速度从30~
上一章:水下机器人局部干法焊接系统
下一章:三维封装铜柱应力及结构优化分析