激光―双丝复合焊接电弧等离子体温度计算及耦合机理分析
内容简介
 第33卷,第4期 2013年4月
第33卷,第4期 2013年4月光谱学与光谱分析 Spectroscopy and Spectral Analysis
Vol. 33, No. 4, pp890894
April,2013
激光一双丝复合焊接电弧等离子体温度计算及耦合机理分析
西莹2
郑凯",李桓",杨立军1,,顾小燕1,高 1.天津大学天津市现代连接技术重点实骏室,天津300072
2.天津职业技术师范大学天津市高速切制与精密加工重点实验室,天津300222
摘要采用光纤式光谱仪,对激光一双丝脉冲MIG复合焊接电弧等离子体辐射规律进行探讨,结合焊接过程中的高速摄像图片探讨激光与电弧的耦合机理,并运用Boltzmann图法计算出电弧等离子体的电子温度。结果表明,加入激光后,电弧的亮度提高,辐射增强,电弧偏向激光作用位置,同时电弧收紧,电强截面减小,电弧稳定性增强;激光功率、焊接电流和焊丝间距对电弧等离子体温度有比较大的影喇,随着激光功率的增加、焊接电流增大和焊丝间距的减小,电强等离子体电子温度升高。
激光一双丝脉冲MIG电弧复合焊接;电弧形态;电弧等离子体;电子温度
关键调
中图分类号:TG403
引言
文献标识码:A
DOI; 10. 3964/j. issn. 10000593(2013)04-0890-05
了电弧等离子体在不同焊接参数下的电子温度, 1
实验部分
20世纪70年代Steen首次提出了激光一电弧复合焊
接技术的概念。激光一电强复合焊接技术是将物理性质、能量传输机制截然不同的两种热源复合在一起,同时作用于同一加工位置,通过两热源的相互作用及复合热源与工件作用,完成焊接过程的焊接方法。激光一电弧复合焊既充分发挥了激光和电弧两种热源各自的优势,又相互弥补了各自的不足,从而形成一种全新的高效焊接热源。该方法具有焊接速度大,单位热输人量少和焊缝熔深深等优点,是近几年国内外重点研究的焊接方法之一[2.3"]。
激光一电弧复合焊接技术有多种复合形式,如激光 TIG,激光一MIG/MAG,激光―等离子体弧及激光一双电弧等。目前研究工作主要是针对激光与单电弧复合焊接方法进行的,对激光一双电弧复合焊接方法的研究几乎没有,并且研究的重点集中于有限元热源模型的建立[-6以及焊接参数对熔滴过渡和焊缝成形的影响(7.),对电弧和激光的复杂,耦合机制本质研究很少。激光与电弧的耦合作用机理研究,对于指导复合热源发展方向、优化复合参数等至关重要。
针对此种情况,搭建了激光一双丝脉冲MIG电弧复合焊接装置,同步采集了焊接过程中的高速摄像和光谱信号,分析了激光与电弧的耦合机理,并运用Boltzmann图法计算
收稿日期:2012-09-02,修订日期:2012-11-20
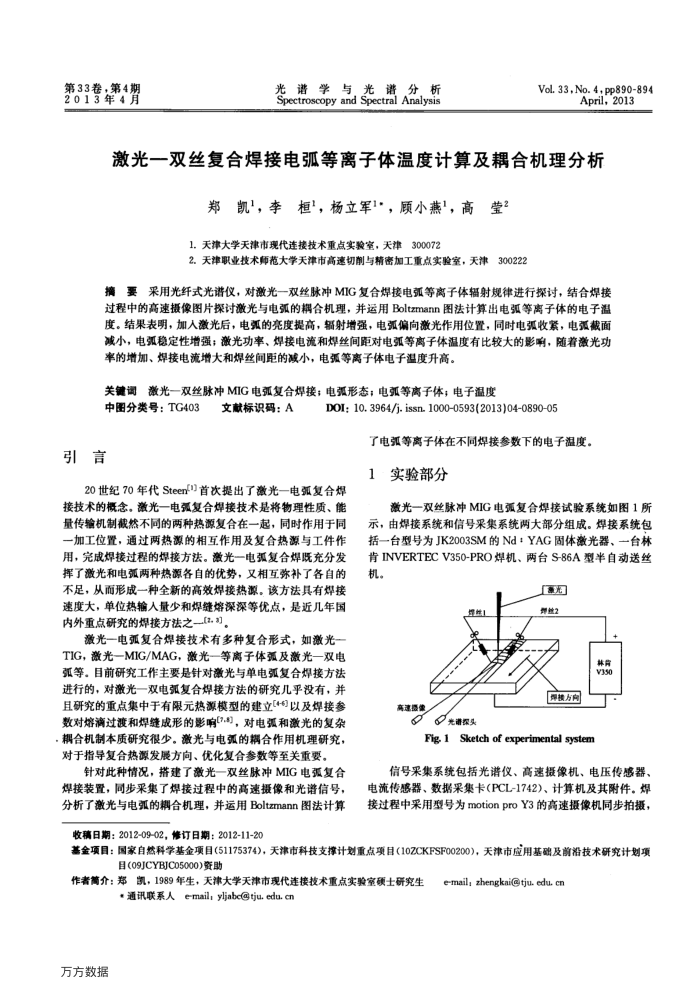
激光一双丝脉冲MIG电弧复合焊接试验系统如图1所示,由焊接系统和信号采集系统两大部分组成。焊接系统包括一台型号为JK2003SM的Nd:YAG固体激光器、一台林肯INVERTECV350-PRO焊机、两台S-86A型半自动送丝机。
上光卵赖方间
高速摄像
?光谱头 Fig.1
Sketch of experimental system
信号采集系统包括光谱仪、高速摄像机、电压传感器,电流传感器、数据采集卡(PCL-1742)、计算机及其附件。焊接过程中采用型号为motionproY3的高速摄像机同步拍摄,
基金项目:国家自然科学基金项目(51175374),天津市科技支撑计划重点项目(10ZCKFSF00200)),天津市应用基础及前沿技术研究计划项
目(09JCYBJC05000)资助
作者简介:郑凯,1989年生,天津大学天津市现代连接技术重点实验室硕士研究生
通讯联系人e-mail;yljabc@tju.edu.cn
万方数据
e-mail, zhengkai@tju. edu, cn