内容简介
 轮胎充气安全装置 ■周正光
轮胎充气安全装置 ■周正光轮式工程机械在施工现场作业过程中,其轮胎有时会被锋利的石块或钢筋扎漏,此时就需要对轮胎进行修补。由于轮胎在修补前已经磨损,被扎处的钢丝可能已经断裂,这使得修补后的轮胎在重新充气过程中极易发生爆胎,为避免发生危险,我们制作了轮胎卧式充气安全装置。
但轮胎卧式充气安全装置存在以下缺点:轮胎仰卧充气时,维修人员无法观察轮胎底部胎体的变化情况,很难发现底部胎体起包、变形。
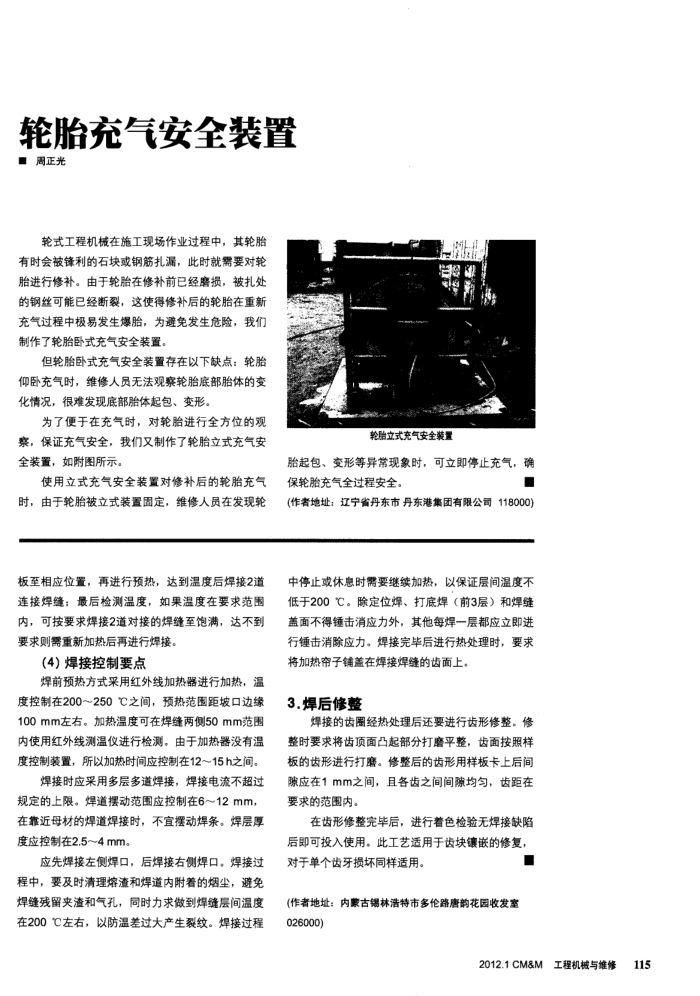
为了便于在充气时,对轮胎进行全方位的观察,保证充气安全,我们又制作了轮胎立式充气安
全装置,如附图所示。
使用立式充气安全装置对修补后的轮胎充气时,由于轮胎被立式装置固定,维修人员在发现轮板至相应位置,再进行预热,达到温度后焊接2道连接焊缝;最后检测温度,如果温度在要求范围内,可按要求焊接2道对接的焊缝至饱满,达不到要求则需重新加热后再进行焊接。
(4)焊接控制要点
焊前预热方式采用红外线加热器进行加热,温度控制在200~250℃之间,预热范围距坡口边缘 100mm左右。加热温度可在焊缝两侧50mm范围内使用红外线测温仪进行检测。由加热器没有温度控制装置,所以加热时间应控制在12~15h之间。
焊接时应采用多层多道焊接,焊接电流不超过规定的上限。焊道摆动范围应控制在6~12mm,在靠近母材的焊道焊接时,不宜摆动焊条。焊层厚度应控制在2.5~4mm。
应先焊接左侧焊口,后焊接右侧焊口。焊接过程中,要及时清理熔渣和焊道内附着的烟尘,避免焊缝残留夹渣和气孔,同时力求做到焊缝层间温度在200℃左右,以防温差过大产生裂纹。焊接过程
轮胎立式充气安全装置
胎起包、变形等异常现象时,可立即停止充气,确保轮胎充气全过程安全。
(作者地址:辽宁省丹东市丹东港集团有限公司118000) 中停止或休息时需要继续加热,以保证层间温度不低于200℃。除定位焊、打底焊(前3层)和焊缝盖面不得链击消应力外,其他每焊一层都应立即进行锤击消除应力。焊接完毕后进行热处理时,要求
将加热帘子铺盖在焊接焊缝的齿面上。 3.焊后修整
焊接的齿圈经热处理后还要进行齿形修整。修整时要求将齿顶面凸起部分打磨平整,齿面按照样板的齿形进行打磨。修整后的齿形用样板卡上后间隙应在1mm之间,且各齿之间间隙均匀,齿距在要求的范围内。
在齿形修整完毕后,进行着色检验无焊接缺陷后即可投入使用。此工艺适用于齿块镶嵌的修复,对于单个齿牙损坏同样适用
(作者地址:内蒙古锡林浩特市多伦路唐韵花园收发室 026000)
2012.1CM&M工程机械与维修115
上一章:工程机械三种电子监控方式
下一章:静候高潮宁夏地区小型挖掘机市场探析