您当前的位置:首页>论文资料>一种驱动轴压三销液压机优化设计
内容简介
 第2期(总第201期)
第2期(总第201期)2017年4月
机械工程与自动化
MECHANICAL ENGINEERING&AUTOMATION
文章编号:1672-6413(2017)02-0110-03
一种驱动轴压三销液压机优化设计
何雪冰:唐伟:程文涛(湘电风能有限公司,湖南湘潭411102)
摘要:对某企业现有的驱动轴压三销液压机机身和工装夹具进行了优化,将原有的气压系统更改为液压系统,同时采用PLC编程控制液压系统,并设计了回原点、单步和连续3种工作方式,提高了生产自动化程度。
关键词:优化设计;液压系统;PLC编程
中图分类号:TP273
0
引言
文献标识码:A
No.2 Apr.
的强度,将主轴的振动降到最小;液压机的体积在原有
某企业现有的驱动轴压三销液压机存在以下问题:液压机主轴下行行程长,且只有一根导向柱,导向性能差,受力后主轴晃动,使三销位置度误差增大;采用气液增压缸,压力不足且不稳定,工作时液压机振动明显。因此,本文针对现有驱动轴压三销液压机的机身和工装夹具以及控制系统进行优化设计,克服了驱动轴压三销液压机的弊端,增强了机床工作的稳定性。
液压机主体改进优化 1
原驱动轴压三销液压机机械部分的不足是影响加工零件不满足设计要求的一个主要环节。原液压机工作时主轴和液压机床身均有振动,引起这种振动的原因一方面是因为气液增压缸压力不足且不稳定;另方面则是因为液压机本身的强度不够。原液压机本身强度不够主要体现在以下3个方面:
(1)液压机主要依靠上横板支撑气液增压缸,并克服工作时压三销的工作压力,其上横板的厚度只有 30mm,强度不够,在外力作用下抵抗变形或断裂的能力较差,
(2)液压机主轴的导向杆只有一根,其直径为 80mm,明显小于液压机主轴的直径:同时液压机主轴工作总行程为200mm,在工作中导向杆伸出的长度也只有200mm,当主轴受到压力后导向杆不足以提供使主轴直线运动的力,因此主轴产生了振动。
(3)液压机的床身底座结构为铸铁框架式,其本身强度不够。
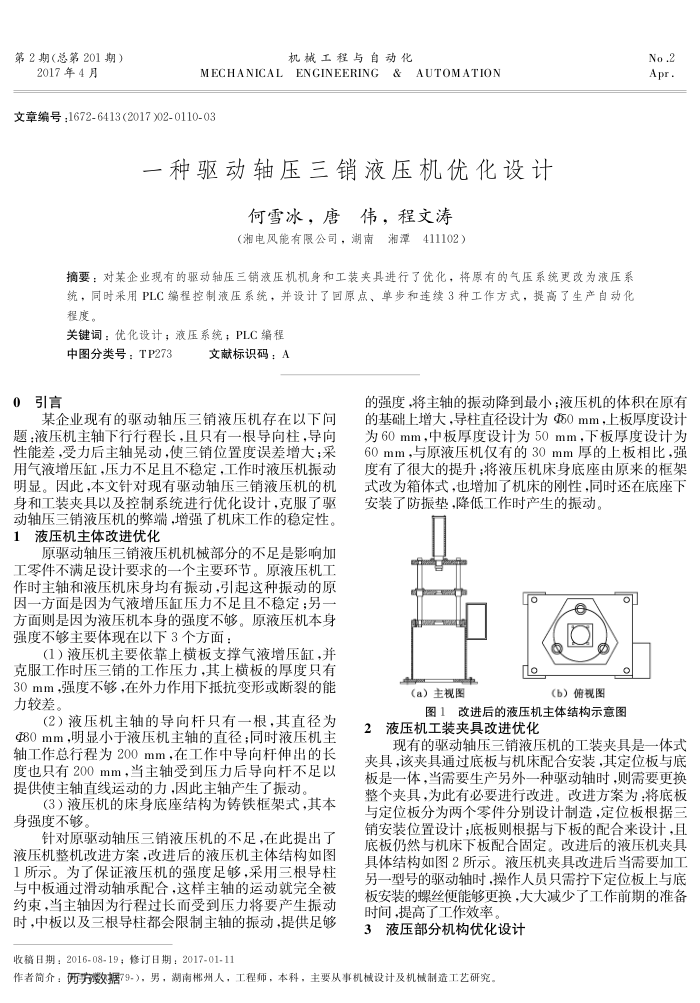
针对原驱动轴压三销液压机的不足,在此提出了液压机整机改进方案,改进后的液压机主体结构如图 1所示。为了保证液压机的强度足够.采用三根导柱与中板通过滑动轴承配合,这样主轴的运动就完全被约束,当主轴因为行程过长而受到压力将要产生振动时,中板以及三根导耗都会限制主轴的振动,提供足够
收稿日期:2016-08-19;修订日期:2017-01-11
的基础上增大,导柱直径设计为0mm,上板厚度设计为60mm,中板厚度设计为50mm,下板厚度设计为 60mm,与原液压机仅有的30mm厚的上板相比,强度有了很大的提升;将液压机床身底座由原来的框架式改为箱体式,也增加了机床的刚性,同时还在底座下安装了防振垫,降低工作时产生的振动。
@
0
(a)主视图
(b)俯视图
图1改进后的液压机主体结构示意图
2液压机工装夹具改进优化
现有的驱动轴压三销液压机的工装夹具是一体式夹具,该夹具通过底板与机床配合安装,其定位板与底板是一体,当需要生产另外一种驱动轴时,则需要更换整个夹具,为此有必要进行改进。改进方案为:将底板与定位板分为两个零件分别设计制造,定位板根据三销安装位置设计:底板则根据与下板的配合来设计,且底板仍然与机床下板配合固定。改进后的液压机夹具具体结构如图2所示。液压机夹具改进后当需要加工另一型号的驱动轴时,操作人员只需拧下定位板上与底板安装的螺丝便能够更换,大大减少了工作前期的准备时间,提高了工作效率
3液压部分机构优化设计
作者简介:方数据79-),男,湖南郴州人,工程师,本科,主要从事机械设计及机械制造工艺研究。
上一章:液压系统压力信号无线数据传输优化
下一章:液压同步控制在摊铺机液压系统中的应用