�����������ȴʱ��Թܵ����Ӳ���Ӧ����Ӱ��
���ݼ��
 ��37��
��37����3��
������е
�����������ȴʱ��Թܵ�����
����Ӧ����Ӱ��
�����*
���й�ʯ�ʹ�ѧ(����)��
������
��ɽ��ʡ�����豸�����о�Ժ��Ժ��
ժҪӦ�ô�������Ԫ�������ABAOUS���Թ�ҵ�ܵ�����������¶ȳ��Ͳ���Ӧ��������ֵģ���⣬�����ֺ��ӹ��յõ����¶ȳ��Ͳ���Ӧ�������бȽϡ�������������䳤ʱ����ȴ濿��Խ��ͺ���ʱ���¶ȣ�����ʱ����ȴ����õ���С�IJ���Ӧ����
�ؼ��ʹܵ�������ȴʱ���¶ȳ�����Ӧ����
��ͼ�����TQ055.8
���ױ�ʶ��
A
ʯ�ͻ�����ҵ���õ�����ѹ���ܵ�����Щ�ܵ����ö�������ӳ��ͣ����ӳ��ͺ�IJ���Ӧ����Ӱ���䰲ȫ���е���Ҫ���أ������ò�ͬ������ȴ���ȵĺ��ӹ���ʱ����Ӧ���ֻͬ���������ô�������Ԫ����ABAQUS��������άʵ��ģ��,2]�����õ�Ԫ���������Թܵ��ԽӶ����ʵ�ֺ����¶ȳ���ģ�⣬ͨ����-����Ϲ���ʵ�ֲ���Ӧ������ģ�⣬�õ�����Ӧ���ķֲ����ɡ�
320 200
70
��
�ܵ��ԽӺ���ͷ
����
��ֵģ��
���±��0254-6094(2010)03-0339-05
����ģ��
339
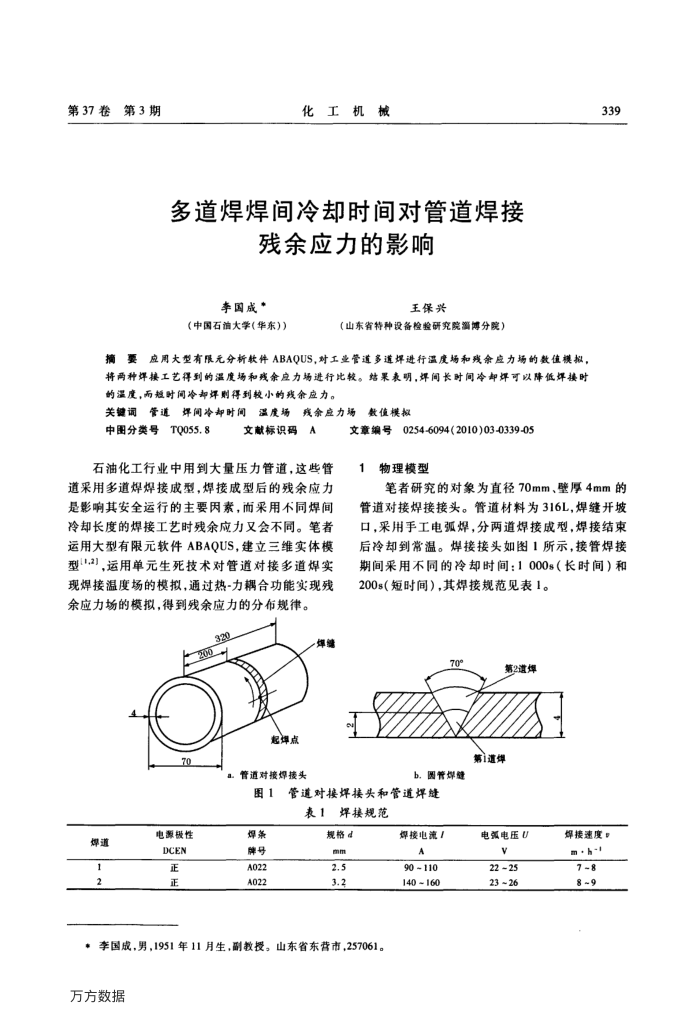
�����о��Ķ���Ϊֱ��70mm���ں�4mm�Ĺܵ��ԽӺ��ӽ�ͷ���ܵ�����Ϊ316L�����쿪�¿ڣ������ֹ��绡�������������ӳ��ͣ����ӽ�������ȴ�����¡����ӽ�ͷ��ͼ1��ʾ���ӹܺ����ڼ���ò�ͬ����ȴʱ�䣺1000s����ʱ�䣩�� 200s����ʱ�䣩���亸�ӹ淶����1��
��2������1���
b.Բ�ܺ���
ͼ1
�ܵ��ԽӺ���ͷ�ܵ������1���ӹ淶
���� 1 2
��Դ���� DCEN ����
����̨�� A022 A022
���d mm 2.5 3.2
����ɣ��У�1951��11�����������ڡ�ɽ��ʡ��Ӫ�У�257061��������
���ӵ�����
A 90 -110 140 ~160
�绡��ѹU
A 23 ~26
���ٶȣ� m.h-. 7-8 8~9
�������
��ȴ��ʽ�;���ʱ��Ը��º����������ǿ��Ӱ��
�溸�ɱ�������Դ�ߴ�Ժ��Ӳ���Ӧ��Ӱ�������Ԫ����
���Ӳ���Ӧ����Ӱ�켰����
Inconel 625�����Ͻ�ܵ����Ӳ���Ӧ������ֵģ��
��ȫ���������Ӳ���Ӧ���������������Ӱ����о�_����
�ǵ���ģ�߶�2024���Ͻ������ص��Ͳ���Ӧ����Ӱ��
�������������7075���Ͻ����Ӧ���ֲ�Ӱ����ɵ���ֵ����
SY/T 4083-2012 ���ȷ������ܵ����Ӳ���Ӧ���ȴ������չ淶