随焊干冰激冷冷源尺寸对焊接残余应力影响的有限元分析
内容简介
 第38卷第2期 2017年2月
第38卷第2期 2017年2月焊接学报
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol.38
No.2
February2017
随焊干冰激冷冷源尺寸对焊接残余应力影响
的有限元分析
杨建国,谢浩,闫德俊”,贺艳明,钟美达?,罗玖强,陈忠前
(1.浙江工业大学化工机械设计研究所,杭州310032;2.中船黄埔文冲船舶有限公司广州510715)
摘要:文中利用米粒状干冰颗粒作为冷却介质进行随焊激冷,通过将干冰颗粒与压缩空气混合,借助喷枪从喷嘴直接喷射于试板上,十冰颗粒与试件接触瞬间升华带走大量热量,实现局部快速冷却:基于热弹塑性有限元方法,对1561铝合金随焊激冷焊接的方法进行了模拟,分析不同长度和宽度的矩形冷源对随焊激冷控制残余应力的影响,从而对干冰喷嘴出口形状设计进行指导,以优化随焊激冷控制焊接应力与变形的效果。结果表明,最佳矩形冷源的长宽为40mm×25mm,板中心纵向残余拉应力由162MPa降低为零,板两端纵向残余压应力由常规焊接的 59.3MPa减小到20.4MPa,减小大约65.6%
关键词:随焊激冷:十冰;冷源:温度场;残余应力
中图分类号:TG404 0序言
文献标识码:A
文章编号:0253360X(2017)02001405
激冷控制焊接应力变形的影响尚需进行深人的研究与分析.针对以上问题,文中采用大型工程软件
为实现轻量化,铝合金体越来越多地应用于
船舶领域:然而薄壁铝合金船体的焊接,存在较大的残余应力和变形焊接残余应力不仅会对结构的断裂特性产生一定的影响,还会降低材料的耐腐蚀性能.残余变形则会对结构的外观美产生一定的影响,同时降低结构的稳定性。国内外研究人员提出了一些随焊控制焊接应力和变形的措施“1-4]其中随焊激冷技术【3-7实施过程中,在热源后方同步跟
MSC.Marc,基于热弹塑性有限元方法”对随焊激冷焊接进行了模拟,分析不同尺寸矩形冷源对随焊激冷控制铝合金薄板残余应力的影响,从而对于冰喷嘴出口形状设计进行指导,以优化随焊激冷控制焊接应力与变形的效果
1有限元模型的建立 1.1网格的划分
随冷源,使焊缝高温区域急剧冷却,从而产生较大的
温差拉伸,以实现对焊接变形的随焊控制,且不需要很大的刚性支撑,也不占据较大的空间,相对适用于复杂船体结构的焊接变形控制国内外较多学者通过特定的喷嘴喷射高压液态CO2进行随焊激冷,该方法液态CO损失较大,且存在安全隐惠:签于十冰升华相变潜热大、带走热量多的特点["},提出将米粒状干冰颗粒作为冷却介质进行随焊激冷,通过将干冰颗粒与压缩空气混合后,借助喷枪从喷嘴直接喷射于试板上,干冰颗粒与试板接触瞬间升华带走大量热量,实现局部的快速冷却
干冰激冷的作用效果及干冰喷嘴形状等对随焊
收稿日期:2016-08-01
基金项目:中国博士后科学基金资助项目(2016M590821);国防基础
科势数辑助项目(A0720133002));黄埔区重大专项资助项首22)
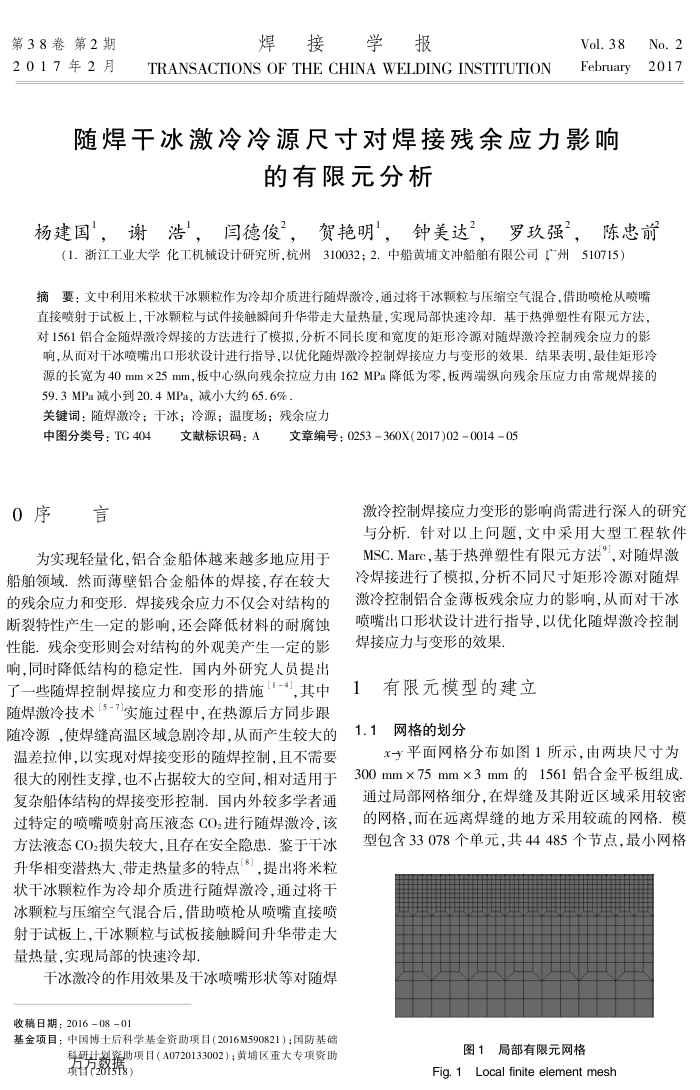
x平面网格分布如图1所示,由两块尺寸为 300mm×75mm×3mm的1561铝合金平板组成,通过局部网格细分,在焊缝及其附近区域采用较密的网格,而在远离焊缝的地方采用较疏的网格.模型包含33078个单元,共44485个节点,最小网格
图1局部有限元网格
Fig. 1Local finite element mesh