您当前的位置:首页>论文资料>液压支架导杆钻孔工装的设制与应用
内容简介
 Academic 学术
Academic 学术液压支架导杆钻孔工装的设制与应用
液压支架/导杆/钻孔/垂直度/轴心线
摘
要:
本文详细分析了ZC9000/20/38型液压支架导杆钻孔的思路和所需工艺装备的设制办法及要点,并阐述了其应用和维护注意事项
引言
煤矿液压支架是山东能源机械集团的主打产晶之一,年产能力达2000余架,每架液压支架根据其架型不同分别有4件至12件导杆,公司每年需要加工10000件以上的导杆。一般情况下,导杆上有2~3个径向孔,钻前的工作量相当大。最初采用划线后钻孔,效率既低、质量差,后来采用单边挤推式工装定位钻孔,由于导杆外圆是自由公差,导杆轴心线随着导杆直径的差距发生在工装上的位移,使钻的孔经常偏离导杆的轴心线。经过多年的实践、分析,现采用套式定位法钻孔,再加上一系列的辅具和合理的加工流程,在保证导杆钻孔质量的前提下,又大大提高了导杆的钻孔效率,下面以 ZC9000/20/38型液压支架的导杆为例介绍其钻孔工装的设制与应用技巧,
1.导杆径向孔精度加工要求
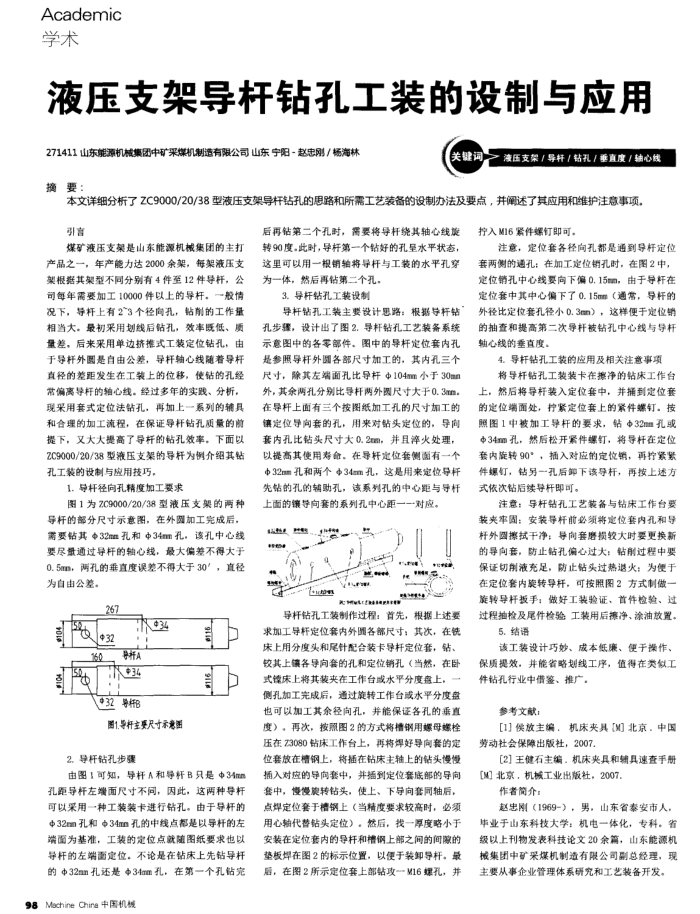
图1为ZC9000/20/38型液压支架的两种导杆的部分尺寸示意图,在外四加工完成后,需要钻其32mm孔和中34m孔,该孔中心线要尽量通过导杆的轴心线,最大偏差不得大于 0.5mm,两孔的垂直度误差不得大于30°,直径为自由公差。
267
034
432
导杆A TE
32
导析B
图1.导杆主要尺寸示意
2.导杆钻孔步强
116
由图1可知,导杆A和导杆B只是中34mB 孔距导杆左端面尺寸不间,因此,这两种导杆可以采用一种工装装卡进行钻孔。由于导杆的中32mm孔和中34mm孔的中线点都是以导杆的左端面为基准,工装的定位点就随图纸要求也以导杆的左端面定位。不论是在钻床上先钻导杆的中32mm孔还是Φ34mm孔,在第一个孔钻完
98 Mochine China 中国机械
后再钻第二个孔时,需要将导杆绕其轴心线旋转90度.此时,导杆第一个钻好的孔呈水平状态这里可以用一根销轴将导杆与工装的水平孔穿为一体,然后再钻第二个孔,
3.导杆钻孔工装设制
导杆钻孔工装主要设计思路:根据导杆钻孔步疆,设计出了图2.导杆钻孔工艺装系统示意图中的各零部件、图中的导杆定位套内孔是参照导杆外各部尺寸加工的,其内孔三个尺寸,除其左端面孔比导杆中104mm小于30mm 外,其余两孔分别比导杆两外四尺寸大于0.3mm 在导杆上面有三个按图纸加工孔的尺寸加工的镶定位导向套的孔,用来对钻头定位的,导向套内孔比钻头尺寸大0.2,并且泽火处理,以提高其便用寿命。在导杆定位套侧两有一个中32mm孔和两个434mm孔,这是用来定位导杆先钻的孔的辅助孔,该系列孔的中心距与导杆
上面的镶导向套的系列孔中心距一 ses
ute
R:MLitaere
一对应。
ea
导杆钻孔工装制作过程:
首先,:
根据上述要
求加工导杆定位套内外圆各部尺寸;其次,在铣床上用分度头和尾针配合装卡导杆定位套,钻、较其上镶各导向会的孔和定位销孔(当然,在卧式镜床上将其装夹在工作台或水平分度盘上,侧孔加工完成后,通过策转工作台或水平分度盘也可以加工其余径向孔,并能保证各孔的垂直度),再次,披照图2的方式将槽钢用媒母媒栓压在Z3080钻床工作台上,再将焊好导向套的定位套放在槽钢上,将插在钻床主轴上的钻头慢慢插入对应的导向套中,
并插到定位套底部的导向
套中,慢侵旋转钻头,
使上、下导向套网轴后,
点焊定位套于槽钢上(当精度要求较高时,必须用心轴代替钻头定位),然后,找一厚度略小于安装在定位套内的导杆和槽钢上部之间的间隙的挚板焊在图2的标示位置,以便于装卸导杆。最后,在图2所示定位套上部钻攻一M16螺孔,并
拧入M16紧件螺钉即可。
注意,定位套各径向孔都是通到导杆定位套两侧的通孔:在加工定位销孔时,在图2中,定位销孔中心线要向下偏0.15m,由于导杆在定位套中其中心偏下了0.15mm(通常,导杆的外径比定位套孔径小0.3mn),这样便于定位销的抽查和提高第二次导杆被钻孔中心线与导杆轴心线的垂直度。
4.导杆钻孔工装的应用及相关注意事项将导杆钻孔工装装卡在擦净的钻床工作台然后将导杆装入定位套中,并拥到定位套
上,
的定位端面处,柠紧定位套上的紧件螺钉。按照图1中被加工导杆的要求,钻Φ32m孔或中34m孔,然后松开紧件螺钉,将导杆在定位套内旋转90”,插入对应的定销,再柠紧紧件爆灯,钻另一孔后卸下该导杆,再按上述方式依次钻后续导杆即可。
注意:导杆钻孔工艺装备与钻床工作台要装突审固:安装导杆前必须费定位套内孔和导杆外圆擦拭干净:导向套磨损较大时要更换新的导向套,防止钻孔偏心过大:钻过程中要保证切削液充足,防止钻头过热退火:为便于在定位套内族转导杆,可按照图2方式制做
做好工装验证、首件检验、过
旋转导杆扳手:
过程抽检及尾件检验工装用后擦净、涂油放置。
5.结语
该工装设计巧妙、成本低廉、
便于操作、
保质提效,并能省略划线工序,值得在类似工件钻孔行业中借鉴、推广。
参考文献:
[1]保放主编,
机床夹具[北京,中国
劳动社会保障出版社,2007.
[2]王健石主编.机床夹具和辅具速查手册[]北京,机械工业出版社,2007
作者简介:
赵忠刚(1969-),
男,山东省泰安市人,
毕业于山东科技大学:机电一体化,专科。省级以上刊物发表科技论文20余篇,山东能源机械集团中矿采煤机制造有限公司副总经理,现主要从事企业管理体系研究和工艺装备开发。