您当前的位置:首页>论文资料>加工液压缸管座圆弧面装夹工装的设制与应用
加工液压缸管座圆弧面装夹工装的设制与应用
内容简介
 T1 T2 R
T1 T2 R2
2
1, 131. 08271, 0271, 0027 0. 94750, 975, 0325
1.037
0.92
0. 18250. 12770. 1270. 00327
由极差分析法可得出,对平面度影响程度最大的是影响因素C,其次为影响因素A,影响因素B和D是对平面度影响最小的。这说明聚胺脂整块高度和上压块的位置是造成平面度不良的最重要的原因。
-3.3电梯门头质量的改进与控制
为了获得上压块的位置和案胺脂垫块高度两者的最佳参数,将两者在取值范围里分别取4 个水平,进行全因子试验可得当因素C=1.5,因素A=0时,可以获得最优平面度的门头。
4.与电梯门头有关的检验
因国家标准和检验规程中没有直接针对电梯门头的检验项目,这只能从一些与电梯门头相关的检验项目来控制电梯门头的质量。
电梯层门和轿门都是悬挂在电梯的门头上的,所以为了保证电梯门的一些相关要求,必须要准确的控制电梯门头的安装,TSGT7001-2009(电梯监督检验与定期检验规则-史引与强制驱动电梯》第6.10项规定:轿门门刀与层门地坎,层门锁滚轮与轿地坎的间隙应当不小于5m:电梯运行时不得互相碰擦),除此之外,还要求轿照地坎与层门地坎的水平距离不得大于35mm,这些门头附件的距离要求间接的对门头安装的位置,以及安装的垂直度等做
出了要求, 5.总结
Academic
学术
本文利用因果图分析法和极差分析法,通过试验获取了影响平面度因素的最佳参数组合,并结合制造工艺,对电梯门头的质量进行了控制,从而保证了电梯门头上所承载的部件的质量,以及功能的有效。
参考文献:
[1]魏孔平,朱蓉,电梯技术[],北京;
化学工业出版社,2006.06[2]胡慧慧,
电梯门头的质量
曾其勇.
分析与控制[J].南宁:广西质量监督导报, 2009. 01. 20
[3]SGT7001-2009电梯监督检验与定期检验规则-更引与强制驱动电梯[S]
加工液压缸管座圆弧面装夹工装的设制与应用
271411山东能源机械集团山东泰安赵忠风摘要:
本文分析论述了加工液压缸管座围弧面装夹工装的设计思路,述了设制与应用该工装是方法及注意事项
前言
在加工液压缸管座(如图1所示)的四弧面时,目前公司主要是用铣床进行铣削,且每次只是铣前一件,效率较低,公司常年大批量生产该类管座,为提高加工其医孤面的效率,经过认真分析,总结了下述加工方法。
1.加工管座圆弧面的方法
该管座圆弧面可以在铣床上铣削,
也可以
在车床上车削。不论是采取哪种方法加工其圆弧面,必须尽量减少或杜绝加工其圆弧面过程中刀具空运行所涉及的轨连。为此,将许多管座按照其被加工函弧面所构成的圆为基准装夹在一起同时车削或铣制能较好地提高加工其因强面的效率,这样,就必须设制一个装夹工装才能实现上述条件。
2.加工管座圆死面的装爽工装的设计思路结合上述分析,设计加工管座圆弧面的装
夹工装必须考虑以下几个方面:首先,要考患可以同时加工四弧面的管座的最多数量(其园亮面的圆所构成的圆的厚长除以其圆强长度所得到的整数):其次,要考虑管座的定位,其圆面的定位以其圆弧面对应面和侧面为基准,同时加工过程中为防止其轴向滑移,还须将其在进刀方向上进行定位;再次,要考虑夹紧过程中管座的清移,必须让螺栓的夹紧力迫使管座向其定位面靠实,如图2所示;然后,
为减少测量次数,进一步提高工效,要考虑对刀基准,可以使夹紧工装的内阅驱面的四和被加工管座的圆弧面的因张尺寸一致,作为对刀基准面;最后,为使管座夹紧牢固,可以在支择管座周向切削力的基准面加工一凹槽。
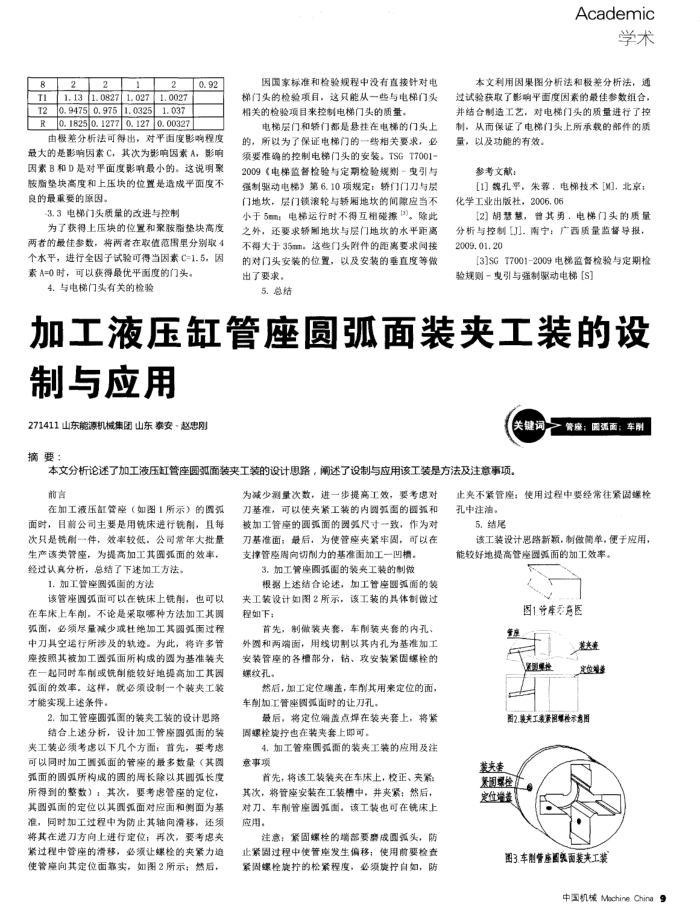
3.加工管座圆弧面的装夹工装的制做
根据上述结合论述,加工管座圆弧面的装夹工装设计如图2所示,该工装的具体制做过程如下;
首先,制做装夹套,车副装夹套的内孔、外圆和两端面,用线切割以其内孔为基准加工安装管座的各槽部分,钻、攻安装紧固螺栓的螺纹孔。
然后,加工定位端盖,车削其用来定位的面,车副如工管座圆弧面时的让刀孔,
最后,将定位端盖点焊在装夹套上,将紧国螺栓旋疗也在装夹套上即可,
4.加工管座圆张面的装夹工装的应用及注意事项
首先,将该工装装夹在车床上,校正、夹累其次,将管座安装在工装槽中,并夹累;然后,对刀、车削管座圆弧面。该工装也可在铣床上应用。
注意:紧固螺栓的端部要案成圆弧头,防止紧固过程中使管座发生偏移;使用前要检查紧固螺栓旋拧的松紧程度,必须旋拧自如,防
座:四强面:车
止突不紧管座:使用过程中要经常往案固螺栓孔中注油。
5.结尾
该工装设计思路新额,制做简单,便于应用能较好地提高管座四或面的加工效率。
图1等库云医警座
落产童
医理理检
定位端参
图2.装实工果票图频检示意图
蓝疾查然固螺检定位理盖
图3.车制管座图免面装夹工装
中国机械 Mochine China 9
上一章:液压油抗乳化性能影响因素分析
下一章:浅析对水闸液压启闭系统的加强措施