您当前的位置:首页>论文资料>工程机械液压柱塞泵的使用及维修探讨
内容简介
 发现,裂纹基本上发生在靠近堆焊层的热影响区(HAZ),少数二次裂纹扩展进入堆焊层中。在严重开裂部位,堆焊层沿母材HAZ呈剥壳状分离。
发现,裂纹基本上发生在靠近堆焊层的热影响区(HAZ),少数二次裂纹扩展进入堆焊层中。在严重开裂部位,堆焊层沿母材HAZ呈剥壳状分离。3.2硬度测定
对连铸辑堆焊层及母材各部位硬度测定结果如表1所示。可知,靠近堆焊层的HAZ硬度最高,中心区硬度最低。
3.3金相分析:
通过实验观察连铸辑母材中心区试
样的金相组织。分析可知,晶粒较粗大,显微组织为珠光体和沿晶断续分布的铁素体,说明每材锻后未经正火处理,
实验观察连铸辑堆焊层的金相组织。其中堆焊层表层组织为细小树枝晶+少量碳化物,熔合区组织为树枝晶+细小针状马氏体。堆焊层的层与层之间末产生裂纹,这是因为采用焊材为低碳自保护药芯合金焊丝,在进行多层堆焊时,层与层之间相当于进行了一次焊前预热
和焊后缓冷过程,没有很大淳硬领向,同时残留的焊接应力较小。而连铸辑的辑表面第一层堆焊属于异种材料的焊接。由于母材的含碳量较高,焊材含碳量很低,在堆焊的过程中,由于两者熔合有一定的稀释作用,因此熔合区形成少量细小针状低碳马氏体组织。但在HAZ的过热区,由于堆焊时采用焊接线能量较大,使得母材受热温度较高,经焊接热循环的作用,一方面形成的奥氏体晶粒要进一步长大,另一方面由于钢中碳化物的分解和溶解,使奥氏体不但要溶入大量碳,同时合金元素Cr、Mo的溶解,使得钢的C曲线右移,在随后的快速冷却过程中,将会形成大量的粗大高碳马氏体组织,品格发生强烈畸变,表现为硬度很高(见表1)。综合作用结果,导致裂纹首先在HAZ的过热区形成,随后沿堆焊层与母材交界面快速发展,是造成堆焊层开裂与母材分离的主要原因。
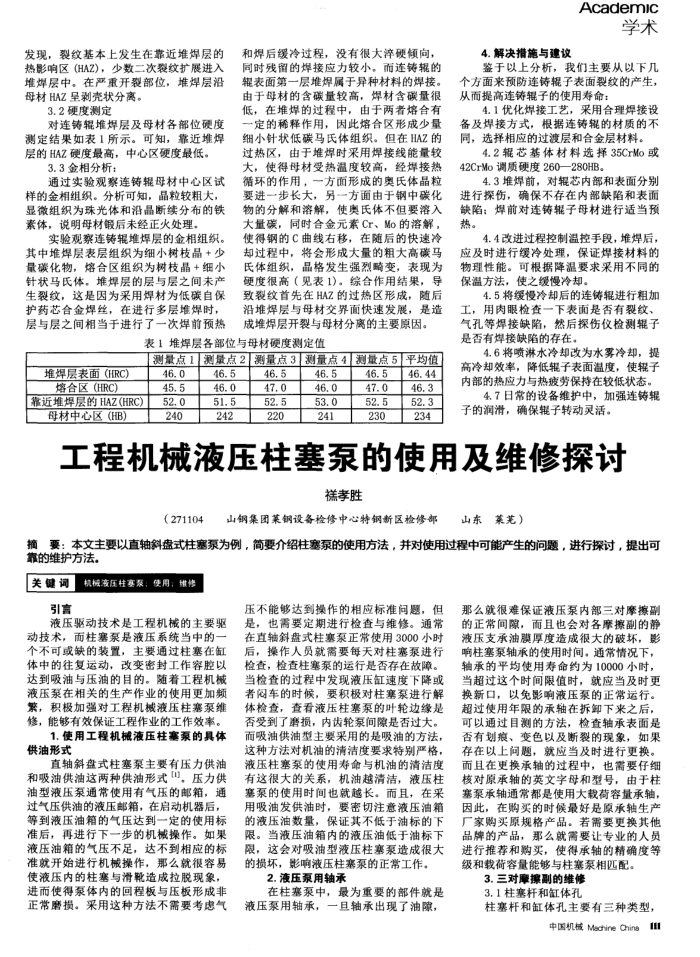
表1堆焊层各部位与母材硬度测定值
测量点1测量点2测量点3测量点4测量点5平均值
堆焊层表面(HRC) 熔合区(HRC)
靠近堆焊层的HAZ(HRC) 母材中心区(HB)
46.0 45.5 52.0 240
46.5 46.0 51.5 242
46.5 47.0 52.5
220
46.5 46.0 53.0 241
46.5 47.0 52.5 230
46.44 46.3 52.3 234
4.解决措施与建议
Academic
学术
鉴于以上分析,我们主要从以下几个方面来预防连铸辊子表面裂纹的产生,从而提高连铸辑子的使用寿命:
4.1优化焊接工艺,采用合理焊接设备及焊接方式,根据连铸辑的材质的不同,选择相应的过渡层和合金层材料。
4.2辊芯基体材料选择35CrMo或 42CrMo调质硬度260―280HB。
4.3堆焊前,对辑芯内部和表面分别进行探伤,确保不存在内部缺陷和表面缺陷:焊前对连铸辑子母材进行适当预热。
4.4改进过程控制温控手段,堆焊后,应及时进行缓冷处理,保证焊接材料的物理性能。可根据降温要求采用不同的保温方法,使之缓慢冷却。
4.5将缓慢冷却后的连铸辑进行租加
工,用肉眼检查一下表面是否有裂纹、气孔等焊接缺陷,然后探伤仪检测辑子是否有煤接缺陷的存在。
4.6将喷淋水冷却改为水雾冷却,提高冷却效率,降低辑子表面温度,使辑子内部的热应力与热疲势保持在较低状态。
4.7日常的设备维护中,加强连铸辑子的润滑,确保辑子转动灵活。
工程机械液压柱塞泵的使用及维修探讨
糕孝胜
(271104
山钢集团策钢设务检修中心特钢新区检修部山东茶芜)
摘要:本文主要以直轴斜盘式柱塞泵为例,简要介绍柱塞泵的使用方法,并对使用过程中可能产生的问题,进行探讨,提出可靠的维护方法。
关键词机械液压柱塞泵:使周:维修
引言
液压驱动技术是工程机械的主要驱动技术,而柱塞泵是液压系统当中的一个不可或缺的装置,主要通过柱塞在缸体中的往复运动,改变密封工作容腔以达到吸油与压油的目的。随着工程机械液压泵在相关的生产作业的使用更加频紧,积极加强对工程机械渡压柱塞泵维修,能够有效保证工程作业的工作效率。
1.使用工程机械液压柱塞泵的具体供油形式
直轴斜盘式柱塞泵主要有压力供油和吸油供油这两种供油形式,压力供油型液压泵通常使用有气压的邮箱,通过气压供油的液压邮箱,在启动机器后,等到液压油箱的气压达到一定的使用标准后,再进行下一步的机械操作。如果液压油霜的气压不足,达不到相应的标准就开始进行机械操作,那么就很容易使液压内的柱塞与滑靴造成拉脱现象,进而使得泵体内的回程板与压板形成非正常磨损。采用这种方法不需要考虑气
压不能够达到操作的相应标准问题,但是,也需要定期进行检查与维修。通常在直辅斜盘式桂赛泵正常使用3000小时后,操作人员就需要每天对柱塞泵进行检查,检查柱塞泵的运行是否存在故障。当检查的过程中发现液压缸速度下降或者闷车的时候,要积极对柱塞泵进行解体检食,查看液压柱塞泵的叶轮边缘是否受到了磨损,内齿轮泵间隙是否过大。而吸油供油型主要采用的是吸油的方法,这种方法对机油的清洁度要求特别严格,液压柱塞泵的使用寿命与机油的清洁度有这很大的关系,机油越清洁,液压柱塞泵的使用时间也就越长。而且,在采用吸油发供油时,要密切注意渡压油箱的液压油数量,保证其不低于油标的下限。当液压油箱内的液压油低于油标下限,这会对吸油型液压柱塞泵造成很大的损坏,影响液压柱塞泵的正常工作。
2.液压泵用轴承
在柱塞泵中,最为重要的部件就是液压泵用轴承,一且轴承出现了油隙
那么就很难保证液压泵内部三对摩擦副的正常间隙,而且也会对各摩擦副的静液压支承油膜厚度造成很大的破坏,影响柱塞轴承的使用时间。通常情况下,轴承的平均使用寿命约为10000小时,当超过这个时间限值时,就应当及时更换新口,以免影响液压泵的正常运行。超过使用年限的承轴在拆卸下来之后,可以通过目测的方法,检查轴承表面是否有划痕、变色以及断裂的现象,如果存在以上间题,就应当及时进行更换。而且在更换承轴的过程中,也需要存细核对原承轴的英文字母和型号,由于柱塞泵承轴通常都是使用大载荷容量承轴,因此,在购买的时候最好是原承轴生产厂家购买原规格产品。若需要更换其他品牌的产品,那么就需要让专业的人员进行推荐和购买,使得承轴的精确度等级和载荷容量能够与柱塞泵相匹配。
3.三对摩擦副的维修 3.1柱塞杆和缸体孔
柱塞杆和缸体孔主要有三种类型,
中国机械 Machine ChinsIII
上一章:YT25―1000液压机支柱疲劳分析
下一章:盾构液压系统故障检测及其诊断策略分析