����ǰ��λ�ã���ҳ>��������>CO2�뵼�弤���۸�Һѹ֧������������ָ��
CO2�뵼�弤���۸�Һѹ֧������������ָ��
���ݼ��
 Academic
Academicѧ��
CO2/�뵼�弤���۸�Һѹ֧������������ָ��
��̨����
271222
����
�ν�Ⱥ
��ѧܿ
ɽ����Դ��װ���Ŵ�������������˾
ɽ����̩��
Ҫ��Ϊ��̽��CO2���������뵼�弤�����ľ�������ʵ���ԣ���������ͬ�������£�CO2���������뵼�弤�����۸�Һѹ֧�ܲ�����������ܺġ��۸������ܡ�
�ؼ���
��
CO2���������뵼�弤��������������������������
�ǰ뵼�弤���۰������֯���������ɣ��۸�������ɾ���ƽֱ��
������ů�����Ĺؼ�������������
���ʡ��뽹����ɨ�����ʡ���ߴ�С���ͷ����ʵȣ�ֱ��Ӱ�쵽�۸����ϡ���ʡ����ơ�����ֲڶ��Լ�������������ԣ��뵼�弤������C02��������ȣ����ת���ʸ��ߣ���Ӱ������С������ڴﵽͬ���Ĺ�����ʱ�ܺIJ��ܴ���������һ���û��Ѿ�����C02��������Ӧ���ȶ��ԣ������Ը�Ч���µİ뵼�弤�ⱺ����Ʒ���л��ɣ�����������Ʒ����ʴ�ԡ���ĥ���ܷ�ﵽC02���������۸�Ч�������ּ�������ʵ���Ժ��۸���Ʒ���ȶ����������ģ�δ�����ۣ�������Һѹ֧�ܲ���������ļ����۸�Ϊ�о�����C02���������뵼�弤�������۸����������˷�������Ҫ�����۸����Ρ���֯��̬��Ӳ�ȼ���ĥ�ԣ�ϣ������Ϊ�����۰���Ʒ�������ߺ�ʹ�����ṩһ�˲ο���
1.�۸����������
����ΪҺѹ֧������ĸ��27SiMn���۸���ĩΪר�����Ƶ������������Ͻ��ĩ������Ϊ-100��+270Ŀ�������۸�����Ϊ�ﵽͬ���۸�Ч�����������ա�
1.1������Ľṹ��̬
ͼ1����������������ͼ��
a.C02�������ģ�b.�뵼�弤���۸���ͼ1a��b��ʾ���ӱ������۸��㡢��Ӱ��������Ͻ��桢����ֱ���ֲ�ͬ��̬���۸����Ⱦ�Ϊ1.2-1.3mm����Ͻ���b��a����ƽֱ����Ӱ����������ƾ��ĸ�ʴ���������ʴ����ʴ����ɫ�����������C02�����۸�����Ӱ����ԼΪ0.13mm���뵼�弤���۰�����Ӱ����ԼΪ0.09mm����˿�����Ҫ�ﵽͬ�����۸�Ч����C02�����۸�����Ӱ�����ǰ뵼�弤���۸���Ӱ������1.45��
�۸������֯��̬û�����Ա仯�����۳صײ��������¶��ݶ�G�����������Rȴ��С��G/R����γ�һ����ƽ�������İ�����֯������������������γɽϷ����֦����֯���۸���������γ����õ�ұ�ν��ϣ������۸���������ƣ���ϸС���ܵ�֦����֯��ֻ
1.2�۸����϶���
ͨ����϶��Խ�ߣ���Ʒ�Դ�����ˮ��������Խ�ߡ����ǵ�Ʋ�Ŀ�϶�ʼ�ⷽ���������ڼ����۸��㣬��������ԭ������Һ�ɸ�ʴ����ָʾ����ɣ���ʴ��ֻ�����������м�Ʋ������治��ʴ����Ʋ㣬ָʾ���뱻֬ʴ�Ľ������Ӳ���������ɫ����3)����ʹ�ô�ͳ��ƿ�϶�ʼ�ⷽ����⼤���۸�������������۸��㱾�����൱�ڡ����wʴ�Ļ��塱�����Ľ��Ӿֲ����֣�ʹ�ý����������й۲죬�������������İ뵼�弤���۰����C02�����۸����ھֲ����ϱ��������������ͼ2�ǰ뵼�弤���۸���ľֲ���϶����������ݷ�����ͼa�Ŀ����������������0.69%��ͼb�Ŀ�������������� 0.27%���ϴ�ͳ��Ʋ��϶�ʼ���ִ�б����ÿ��ϱ�������Բ�Ʒʹ�ò�������Ӱ�졣
ͼ2�뵼�弤���۸���ľֲ���϶�ֲ� 1.3Ϳ�����Ӳ������ĥ
C02�����۰����ƽ��Ӳ��Ϊ 446.5HV���뵼�弤���۸�����и��ߵ�Ӳ��Ϊ590.4HV���ǻ��壨300HV���� 1.5�����۸���Ĺ�����������ĸ�Ľ������۸����ϡ������ʹ��Ӳ�ȵ����۸������ϲ������۰�Ч����ͬ������£� C02�����۸�ʱ�����ۻ������࣬�����ʹ����Ļ���Ԫ�ز��뵽�۳��У�����Ԫ�ض��۸����ϡ�����üӴ���Ԫ�صĹ���ϡ�ͻή���۳��е�CŨ�ȣ�ʹ������֯���γɵ�̼�����������ٹ�������C02�۸�������������Ӳ�Ƚϰ뵼��ĵ͡�
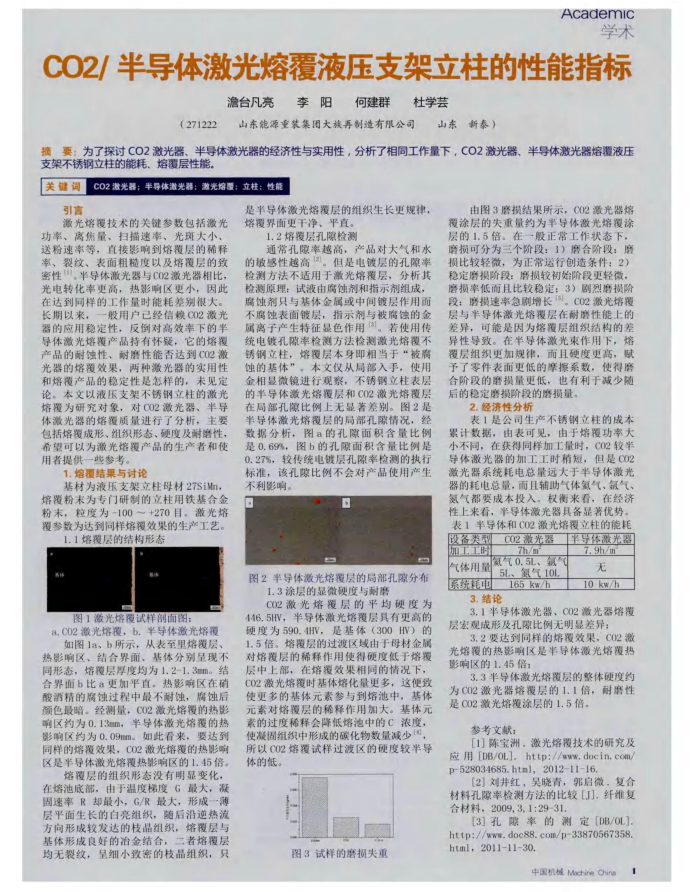
ͼ3������ĥ��ʧ��
��ͼ3ĥ������ʾ��C02��������
��;���ʧ����ԼΪ�뵼�弤���۸��ʲ��15������һ����������״̬�£�ĥ��ɷ�Ϊ�����Σ�1��ĥ�ϽΣ�ĥ��Ƚ�����Ϊ�������д���������2���ȶ�ĥ��Σ�ĥ��ϳ�ʼ�θ�����ĥ���ʵ����ұȽ��ȶ���3������ĥ��Σ�ĥ�����ʼ�������(5)��C02�����۸�����뵼�弤���۸�������ĥ�����ϵIJ��죬��������Ϊ�۸�����֯�ṹ�IJ����Ե��¡��ڰ뵼�弤���������£��۸�����֯���ӹ��ɣ�����Ӳ�ȸ��ߣ����������������͵�Ħ��ϵ����ʹ�úϽε�ĥ�������ͣ�Ҳ�����ڼ��������ȶ�ĥ��ε�ĥ������
2.�����Է���
��1�ǹ�˾��������������ijɱ��ۼ����ݣ��ɱ��ɼ��������۸����ʴ�С��ͬ���ڻ��ͬ���ӹ���ʱ��C02�ϰ뵼�弤�����ļӹ���ʱ��̣�����002 ������ϵͳ�ĵ�����Զ���ڰ뵼�弤�����ĺĵ����������Ҹ�������������������������Ҫ�ɱ�Ͷ�롣Ȩ���������ھ��������������뵼�弤�����߱��Ե����ơ���1�뵼���C02�����۸��������ܺ�
C02����������弤����
�����
��������ͼ��.5���
�ӹ���ʱ
Zh/m
51������101
ϵͳ165kw/h
3.����
7.9h/m 10kw/h
3.1�뵼�弤������002�������۸����۳��μ���϶���������Բ��죻
3.2Ҫ�ﵽͬ�����۸�Ч����C02�����۸�����Ӱ�����ǰ뵼�弤���۸���Ӱ������1.45����
3.3�뵼�弤���۸��������Ӳ��ԼΪC02�������۸����1.1������ĥ����002�����۸�Ϳ���1.5����
�ο����ף�
[1]�±��ޣ������۸��������о���Ӧ��[DB/OL].http://uww,docin.com/ p-528034685. htnl, 2012-11-16.
[2]�����죬�����࣬���������ϲ��Ͽ�϶�ʼ�ⷽ���ıȽ�[]].��ά���ϲ��ϣ�2009,3,1:29-31.
[3]�����ʵIJⶨ[DB/OL]. http://www.doc88.com/p33870567358. html,2011-11-30.
�й���еMachine Chins