您当前的位置:首页>论文资料>汽轮机汽封圈高效加工工艺
内容简介
 Academic 学术
Academic 学术图3.3卷取进行到1.98秒时带材的应力
分析云图
4.结论
由应力云图可见,在整个卷取过程中,应力主要集中在助卷辑处,而且在两端均被施加了径向约束时的助卷辑下方容易出现最大应力:1#助卷辑由于上方带材尾端被上方要送辑咬入和下方饿入,最容易出现应力最大值:2#助卷辑处在左右两侧分别被1#、3#助卷辑咬入时出现应力最大值。整个过程中(带材被咬入之后)应力最大值为2.8×108Pa,
最小应力值约为1.8×10°Pa
本文利用ExplicitSTR模块对铝带板的卷取过程进行了显式动力学分析,繁个卷取过程中带材并非一直与卷筒紧密贴合,仅仅在带材头部进入下一个助卷辑后,两个助卷辑之间这段带材才与卷简体紫密贴合,该过程符合实际生产时的情况,并得出了板材在弯曲成型过程中板材的应力分布规律,利用该方法能够清楚的观察到实际生产过程中不方使测量的数据,如卷取过程铝板内部应力应变情况,铝板与助卷辑及卷简之间
接触产生的反作用力,为实际生产中卷取工艺参数的制定提供了理论依据。
参考文献:
[1]王克,卷取张力控制研究[D]. 南京:南京理工大学,2003.
[2]浦广益.ANSYSWorkbench12基
础教程与实例讲解.北京:中国水利水电出版社,2010:167-168.
[3]凌桂龙,丁金滨,温正.ANSYS Workbench13.0从入门到精通.北京:清华大学出版社,2013:137-138
汽轮机汽封圈高效加工工艺
成国富
哈尔滨汽轮机厂有限责任公司)
(150046
摘要:随着机床技术的发展,一些先进的加工方法油然而生,这使产品加工手段更加多样,一些传统的加工方法实现较困难的工序,通过数控机床的功能实现起来较容易了,汽轮机汽封圈是汽轮机中较为比较重要的零部件。其加工质量直接影响汽轮机的效率,本文着重介绍比较典型的汽封离分别在普通车床与普通数控车床的加工方法
汽封围:普通数控车床:普通车床:加工方法
关键词
我公司汽封圈结构按照汽封齿的形式主要分为直齿汽封围、镶齿汽封圈和斜齿汽封圈,不同的汽封圈结构加工方法也不相同。下面介绍一下这几种汽封圈的加工方法,
1.直齿汽封图和镜齿汽封围
直齿汽封圈和镶齿汽封圈是最常见的一种汽封圈,其材质为合金钢或不锈钢。其结构简单,加工方法也比较简单,其加工特点是将刀具夹在小刀架上,使刀具与工件内孔垂直,进行车削汽封圈长短齿和汽封槽,普通机床和数控机床都能完成此项工作。加工此类汽封圈最主要是刀具的排屑和刀具磨损问题。排眉不好直接影响到汽封圈的长短齿和汽封槽的质量。为了保证加工质量对刀具前角加大加长,提高前角的粗糙度。这样排眉排眉顺畅,加工盾量较好。采用硬质合金YG8材质车刀,此材质刀耐磨性好,能较好的保证尺寸公差。
2.斜齿汽封圈
斜齿汽封圈是近年来新出现的一种结构。斜齿汽封图加工方法与普通直齿汽封圆加工不同,它是将工件拉紧在胎具上,先加工准内外圆及一端面,翻身再车另一端面。然后再以内孔为基准加工汽封圈斜齿部分,由于是单面吃刀,切削时易变形、易卷曲、易折断。这就要靠工艺方法及刀具来保证图纸要求,
加工方法:首先确定加工汽封齿第一刀的位置,找出基准面,计算出斜齿汽封圈的齿距尺寸,选定落刀点尺寸,然后进行车削,确保切削位置准确。
(1)在数控卧车(CAK6163D)上加工,利用数控机床能走斜线,加工尺寸准确 196 中国机械Machine Chine
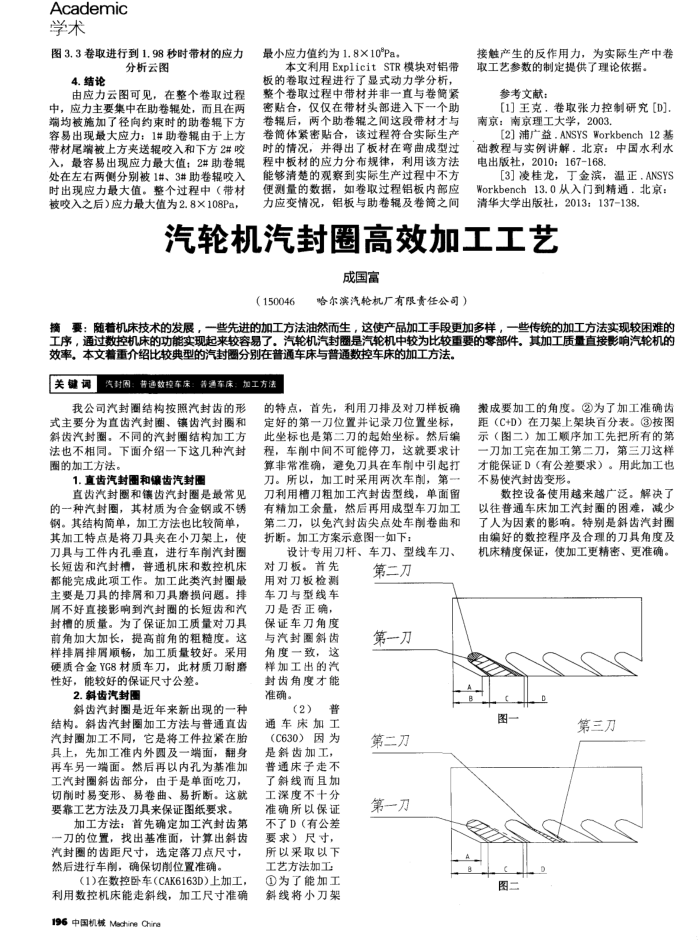
的特点,首先,利用刀排及对刀样板确定好的第一刀位置并记录刀位置坐标,此坐标也是第二刀的起始坐标。然后编程,车削中间不可能停刀,这就要求计算非常准确,避免刀具在车削中引起打刀。所以,加工时采用两次车削,第刀利用槽刀粗加工汽封齿型线,单面留有精加工余量,然后再用成型车刀加工第二刀,以免汽封齿尖点处车削卷曲和折断。加工方案示意图一如下:
设计专用刀杆、车刀、型线车刀、
对刀板。首先用对刀板检测车刀与型线车刀是否正确,保证车刀角度与汽封图斜齿角度一致,这样加工出的汽封齿角度才能准确。
(2)普
通车床加工(C630)因为是斜齿加工,普通床子走不了斜线而且加工深度不十分准确所以保证不了D(有公差要求)尺寸,所以采取以下工艺方法加工 ①为了能加工斜线将小刀架
第二刀第一刀
第二刀第一刀
搬成要加工的角度。②为了加工准确齿距(C+D)在刀架上架块百分表。③按图示(图二)加工顺序加工先把所有的第一刀加工完在加工第二刀,第三刀这样才能保证D(有公差要求)。用此加工也不易使汽封齿变形。
数控设备使用越来越广泛。解决了以往普通车床加工汽封圈的困难,减少了人为因素的影响。特别是斜齿汽封圈由编好的数控程序及合理的刀具角度及机床精度保证,使加工更精密、更准确。
A
图一
第三刀
图二
上一章:电厂汽轮机轴封间隙漏汽问题及解决策略
下一章:浅议汽轮机真空低的原因及对策