您当前的位置:首页>论文资料>对水胀成形方法液压系统的节能分析
内容简介
 液压气动与害封/2014年第03期
液压气动与害封/2014年第03期doi:10.3969/j.issn.10080813.2014.03.012
对水胀成形方法液压系统的节能分析
赵杰
(海瑞克(广州)隧道设备有限公司,广东广州510760)
摘要:水胀成形液压系统被应用在水胀成形的加工过程中,存在-些能量损失,为了较好地进行能量回收并加以利用,该文对此系
统进行了相应的功耗分析并提出了能量回收利用方法,在理论方面提高了能量利用率。关键调:能量回收;水账成形;功耗分析
中图分类号:TH137
文献标识码:A
文章编号:10080813(2014)03003603
Saving Energy Analysis for Water Bulge Forming Method Hydraulic System
ZHAOJie
(Herrenknecht(Guangzhou)Tunnelling Equipment Co.,Ltd., Guangzhou 510760,China)
Abstract:Water inflation molding hydraulic systems are used in the processing of water inflation molding process, there is some energy loss, In order to camy out energy recovery and make use of,This system was appropriate for this power analysis and proposed energy recycling methods, improve energy efficiency on the theoretical side.
Key words: energy recovery;water bulge forming; power consumption analysis
0
静密封的概述
液压胀形是通过模具采用液体(水、乳化液或油)
作为传力介质使空心件或管状坏料由内向外扩张的在无摩擦状态下的成形方法,以胀出所需的凸起曲面。近些年来,国外已广泛应用充液拉深法对板材零件进行成形加工,这种工艺方法综合了胀形与拉深两种变形方式,可以成形非常复杂的中小批量板材零件。
液压胀形工作原理图[2]
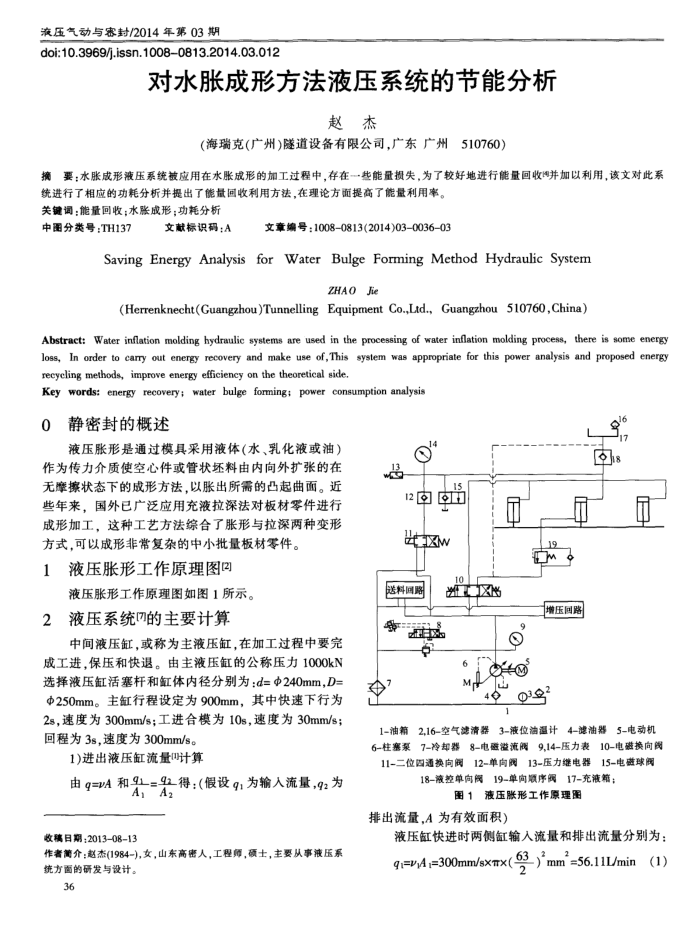
液压胀形工作原理图如图1所示。
2
液压系统7的主要计算
中间液压缸,或称为主液压缸,在加工过程中要完
成工进,保压和快退。由主液压缸的公称压力1000kN 选择液压缸活塞杆和缸体内径分别为:d=Φ240mm,D= Φ250mm。主缸行程设定为900mm,其中快速下行为 2s,速度为300mm/s;工进合模为10s,速度为30mm/s;回程为3s,速度为300mm/s。
1)进出液压缸流量计算
由q=VA和9=9得:(假设q为输入流量,92为
A,A2
收稿日期;201308-13
作者第介:赵杰(1984-),女,山东高密人,工程师,硕士,主要从事液压系统方面的研发与设计。
36
?
15
12图此区
送料回路
闵区
雪
学
Q? M
44
m 增压回路
s
1-油箱2.16-空气滤清器3-液位油温计4-滤油器5-电动机 6-柱塞泵7-冷却器8-电溢流阀9,14-压力表10-电磁换向阀 11-二位通换向阀12-单向阀13-压力维电器15-电磁球阀
18-液控单向阀19-单向顺序阀17-充液箱;
图1液压胀形工作原理图
排出流量,A为有效面积)
液压缸快进时两侧缸输人流量和排出流量分别为:
qt=VA,=300mm/sxT×(
63
)mm=56.11L/min(1)
上一章:盾构刀盘驱动模拟装置液压系统设计与研究
下一章:盾构液压推进系统关键技术研究