您当前的位置:首页>论文资料>三维可调绞链联接板连续冲压工艺及模具设计
三维可调绞链联接板连续冲压工艺及模具设计
内容简介
 CHMET般压装备与制流技术
CHMET般压装备与制流技术冲压
文章编号:1672-0121(2014)04-0072-02
三维可调绞链联接板连续冲压工艺及模具设计
李玉丰
(北新集成房屋(连云港)有限公司,江苏连云港222000)
摘要:介绍了三维可调门铰链上的联接板的冲压工艺分析。对模具结构形式,定位、定向、定距方式,卸料、出件方式,导向方式等设计内容进行了阐述。该模具提高了材料利用率和生产效率,保证了工件的尺寸、位置精度。
关键词:冲压成形;冲压工艺;模具设计;级进模;联接板
中图分类号:TG386 1引言
文献标识码:A
?
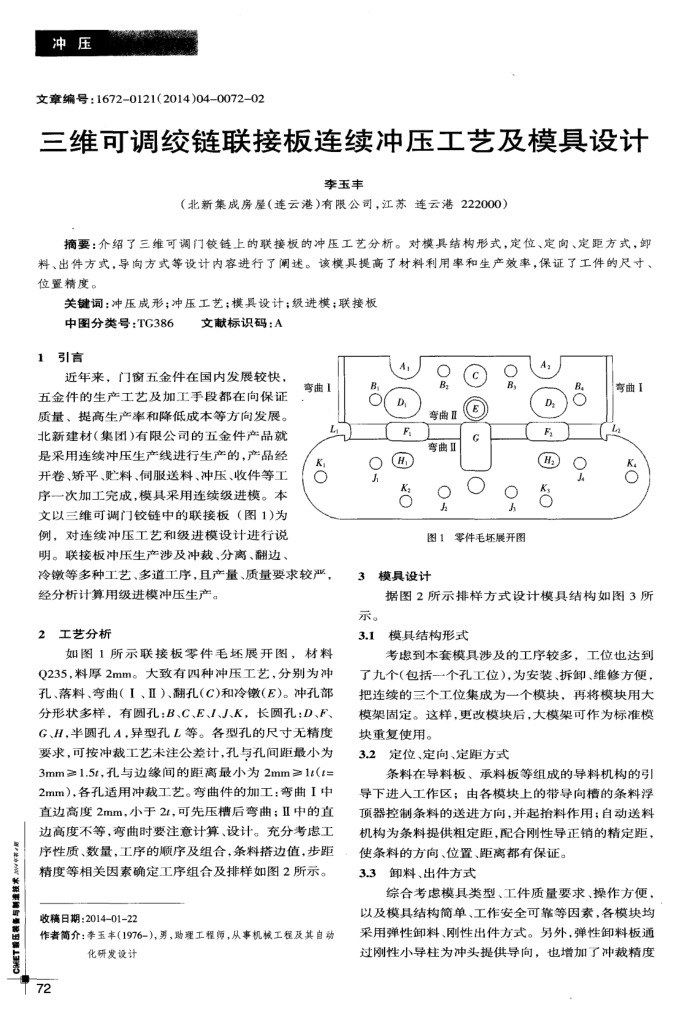
近年来,门窗五金件在国内发展较快,五金件的生产工艺及加工手段都在向保证质量、提高生产率和降低成本等方向发展。北新建材(集团)有限公司的五金件产品就是采用连续冲压生产线进行生产的,产品经开卷、矫平、贮料、伺服送料、冲压、收件等工序一次加工完成,模具采用连续级进模。本文以三维可调门铰链中的联接板(图1)为例,对连续冲压工艺和级进模设计进行说明。联接板冲压生产涉及冲裁、分离、翻边、
弯曲1 K
冷镦等多种工艺、多道工序,且产量、质量要求较严,
经分析计算用级进模冲压生产。 2工艺分析
如图1所示联接板零件毛坏展开图,材料 Q235,料厚2mm。大致有四种冲压工艺,分别为冲孔、落料、弯曲(I、Ⅱ)、翻孔(C)和冷(E)。冲孔部分形状多样,有圆孔:B、C、E、I、J、K,长圆孔:D、F、 G、H,半圆孔A,异型孔L等。各型孔的尺寸无精度要求,可按冲裁工艺未注公差计,孔与孔间距最小为 3mm≥1.5t,孔与边缘间的距离最小为2mm≥1t(t 2mm),各孔适用冲裁工艺。弯曲件的加工:弯曲I中直边高度2mm,小于2t,可先压槽后弯曲;Ⅱ中的直边高度不等,弯曲时要注意计算、设计。充分考虑工序性质、数量,工序的顺序及组合,条料搭边值,步距精度等相关因素确定工序组合及排样如图2所示。
收稿日期:2014-01-22
作者简介:李玉丰(1976-),男,助理工程师,从事机械工程及其自动
化研发设计
72
B, On
O 5
A D, F
O
O B,
李曲Ⅱ
C
弯曲Ⅱ
O
O
O B,
O J
图1零件毛坏展开图
模具设计 3
As
B4 Do F
1 K. O
据图2所示排样方式设计模具结构如图3所示。
3.1
模具结构形式
考虑到本套模具涉及的工序较多,工位也达到
了九个(包括个孔工位),为安装、拆卸、维修方便,把连续的三个工位集成为一个模块,再将模块用大模架固定。这样,更改模块后,大模架可作为标准模块重复使用。
3.2定位、定向、定距方式
条料在导料板、承料板等组成的导料机构的引导下进入工作区;由各模块上的带导向槽的条料浮项器控制条料的送进方向,并起抬料作用;自动送料机构为条料提供粗定距,配合刚性导正销的精定距,
使条料的方向、位置、距离都有保证。 3.3卸料、出件方式
综合考虑模具类型、工件质量要求、操作方便,
以及模具结构简单、工作安全可靠等因素,各模块均采用弹性卸料、刚性出件方式。另外,弹性卸料板通过刚性小导柱为冲头提供导向,也增加了冲裁精度
上一章:电度表表座注射模设计
下一章:现代学徒制在模具设计与制造专业的实践与探索