您当前的位置:首页>论文资料>一种高生产效益垫片零件级进模具设计
内容简介
 CMET报压装备与制通接术 3805年第2期
CMET报压装备与制通接术 3805年第2期模具
文章编号:1672-0121(2015)02-0086-03
一种高生产效益垫片零件级进模具设计
李文平
(四川信惠职业技术学院,四川广元628040)
摘要:针对精度要求不高、生产批量大的垫片类零件的级进模设计,传统的先冲孔后落料、一模一件的排样设计方法会使模具工作效率及材料利用率低下。本文介绍一种在满足零件使用要求的前提下,合理安排冲孔和落料顺序实现一模多件的排样设计方法,提高模具工作效率和材料利用率。文章并总结了同类零件模具设计方法,为模具设计者提供参考。
关键词:模具设计;排样设计;级进模;一模多件;效率;材料利用率
中图分类号:TG385.2
0引言
文献标识码:B
DOI:10.16316/j.issn.16720121.2015.02.028
方式。同时,考虑到模具强度要求,可适当留空工位,
高生产效益一直是模具工业追求的目标,对于一些精度要求不高、生产批量又大的冲压零件尤其如此。如图1所示传统垫片类零件,模具设计一般采用先冲孔后落料,材料利用率低、一模一件生产,模具工作效率低下,生产效益当然也不高。如何提高模具生产效益成为该类冲压零件模具设计的热点问题。
30
1垫片零件工艺分析
如图1所示垫片零件,从其技术要求看有如下特点:①零件批量大;② 尺寸精度要求不高,该工件孔边距最小处为9mm,材料较薄为2mm,结构形
状左右对称,有一60°尖角形状;③零件材料08F,
2012
图1垫片零件图
抗拉强度≥295(30)MPa,屈服强度,≥175(18)
MPa。该材料塑性高,具有良好的冲压性能?。 2模具设计
该零件生产批量大,从经济角度看,要求模具寿命高,生产效率高,材料利用率也要高;从零件材料及其结构来看,也易于在设计上满足模具高生产率、高寿命、高材料利用率的要求。
为此,考虑改变传统的先冲孔后落料的一模一件的排样方式,而选择一模多件的少无废料的排样收稿日期:2014-08-01
作者简介:李文平(1983-),男,讲师,从事模具设计与制遗、CAD/
CAM技术应用等方面教研
T86
以提高模具寿命。 2.1排样设计
2.2 32.2
图2改进前的排样图
A
B
中・・
净精销位置中! 1
60±0.02A
B
图3改进后的排样图
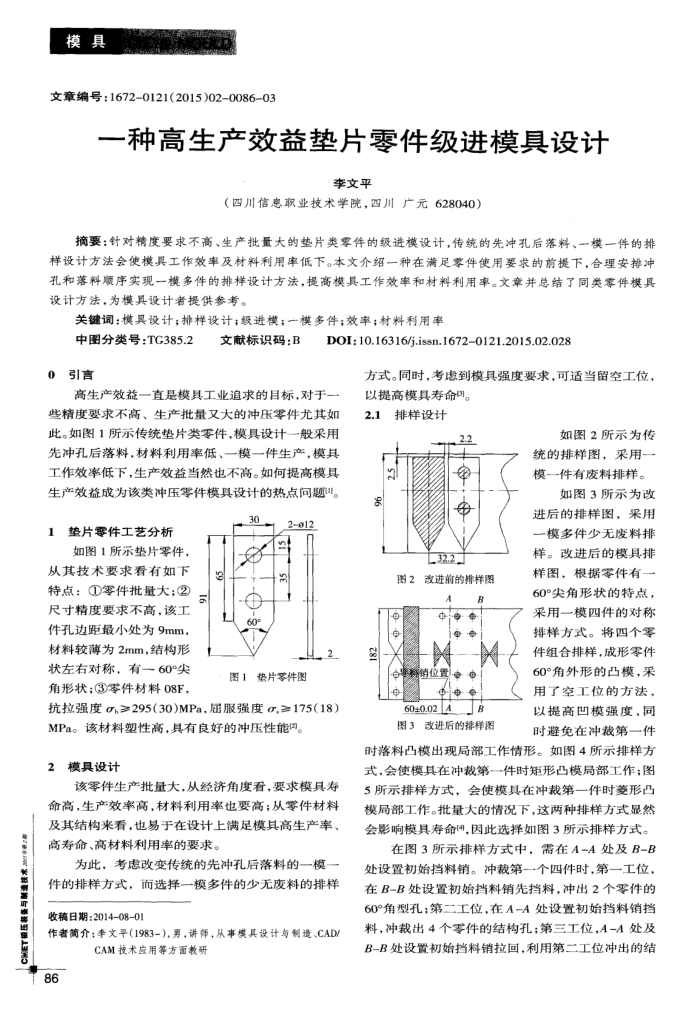
如图2所示为传统的排样图,采用一模一件有废料排样。
如图3所示为改进后的排样图,采用一模多件少无废料排样。改进后的模具排样图,根据零件有一 60°尖角形状的特点,采用一模四件的对称排样方式。将四个零件组合排样,成形零件 60°角外形的凸模,采用了空工位的方法,以提高凹模强度,同时避免在冲裁第一件
时落料凸模出现局部工作情形。如图4所示排样方式,会使模其在冲裁第一件时矩形凸模局部工作;图 5所示排样方式,会使模具在冲裁第一件时菱形凸模局部工作。批量大的情况下,这两种排样方式显然会影响模具寿命间,因此选择如图3所示排样方式。
在图3所示排样方式中,需在A-A处及B-B 处设置初始挡料销。冲裁第一个四件时,第一工位,在B-B处设置初始挡料销先挡料,冲出2个零件的 60°角型孔:第二工位,在A一A处设置初始挡料销挡料,冲裁出4个零件的结构孔;第三工位,A-A处及 B-B处设置初始挡料销拉回,利用第二工位冲出的结
上一章:玩具车轮注射模设计
下一章:冷挤压模具失效分析与提高模具寿命途径