����ǰ��λ�ã���ҳ>��������>��������װ������ˮ���պ�����
��������װ������ˮ���պ�����
���ݼ��
 2017-06
2017-06�������豸
Chem
��������װ������ˮ���պ�����
*��һ��
��ɽ������ʯ�ͻ�������˾ɽ��256500��
����������
101
ժҪ�����������ǻ�������dz���Ҫ��һ�ֻ�ѧ���ճ���������������ҵ�����ж�ռ�ž������صĵ�λ�����ˣ��ҹ��ڸ÷�����о����ȱȽϴ��⣬�����ҹ����õIJ��Ϸ�չ��������ҵ�����IJ��������������֮���γɾ����ܣ��̴˾������dz�����������װ�á�����Ҫ�ԡ������������������װ����ɽ������ʯ�ͻ�������˾���ɣ�������ģΪ25���/�꣬��ǰ���ڹ�������ˮƽ����
�����ؽ�����������ˮ���պ����ò���ԭ���Ľ�����𡣹ؼ��ʣ��龭����װ�ã����飻�串ˮ
��ͼ�����ţ�T
���ױ�ʶ�룺A
RecyclingandUtilizationofCondensedWaterbyUsingtheParaffinDehydrogenationDevice
Lei Yibo
(Shandong Jingbo Petrochemical co., Itd, Shandong, 256500)
Abstracf: Pargfin dehydrogenarion is one very imporfan chemical technological process for chemical engineering and it has decisive
position in mary fields and indaestrial prodnction, therefone, China has put gneal efort to this aspecf. Apart from this, along with the costan developmen of China 3 economy, big confict has appeared berween the rhe chemical technology and people 3 demand, zherefore, rhe importanr oy parafin dehydrogenarion device shourld be highlighted. The domestic first ser of mired parafin dekydrogenation device is made by Shandong Jingbo Petrochemical co., Itd. and its scale is 25 tons/jyear, which is at the top of domestic leveL. In zhis paper, it is focarsed ar the staring and improvemem of
��ת��102ҳ
�Ͻӵ�100ҳ
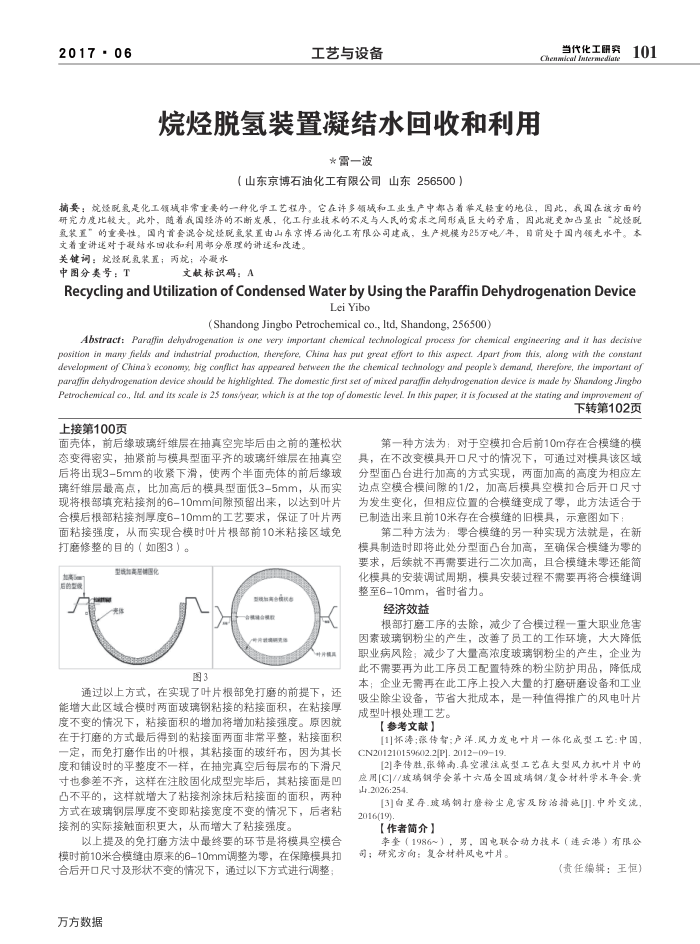
����壬ǰ��Ե������ά���ڳ������Ϻ���֮ǰ������״̬�����ʵ�����ǰ��ģ������ƽ��IJ�����ά���ڳ���պ���3-5mm���ս��»���ʹ������������ǰ��Ե������ά����ߵ㣬�ȼӸߺ��ģ�������3-5mm���Ӷ�ʵ�ֽ��������ճ�Ӽ���6-10mm��϶Ԥ���������ԴﵽҶƬ��ģ�����ճ�Ӽ����6-10mm�Ĺ���Ҫ��֤��ҶƬ����ճ��ǿ�ȣ�����ʵ�ֺ�ģʱҶƬ����ǰ10��ճ���������ĥ������Ŀ�ģ���ͼ3����
���Ӹ�������R
�ɼӸߺ���״��
ͼ3
ͨ�����Ϸ�ʽ����ʵ����ҶƬ�������ĥ��ǰ���£���������������ģʱ���沣����ճ�ӵ�ճ���������ճ�Ӻ�Ȳ��������£�ճ����������ӽ�����ճ��ǿ�ȡ�ԭ������ڴ�ĥ�ķ�ʽ���õ���ճ��������dz�ƽ����ճ�����һ���������ĥ������Ҷ������ճ����IJ��˲�����Ϊ�䳤�Ⱥ�����ʱ��ƽ���Ȳ�һ�����ڳ�����պ�ÿ�㲼���»��ߴ�Ҳ�β�룬������ע���̻�������Ϻ���ճ�����ǰ��ڲ�ƽ�ģ�������������ճ�Ӽ�ͿĨ��ճ�������������ַ�ʽ�ڲ����ֲ��Ȳ��伴ճ�ӿ��Ȳ��������£�����ճ�Ӽ���ʵ�ʽӴ�������Ӷ�������ճ��ǿ�ȡ�
�����ἰ�����ĥ����������Ҫ�Ļ����ǽ�ģ�߿�ģ��ģʱǰ10��ģ����ԭ����6-10mm����Ϊ�㣬�ڱ���ģ�߿ۺϺڳߴ缰��״���������£�ͨ�����·�ʽ���е���
��������
��һ�ַ���Ϊ�����ڿ�ģ�ۺϺ�ǰ10m���ں�ģ���ģ
�ߣ��ڲ��ı�ģ�߿��ڳߴ������£���ͨ����ģ�߸����������̨���мӸߵķ�ʽʵ�֣�����Ӹߵĸ߶�Ϊ��Ӧ��ߵ��ģ��ģ��϶��1/2���Ӹߺ�ģ�߿�ģ�ۺϺڳߴ�Ϊ�����仯������Ӧλ�õĺ�ģ�������㣬�˷����ʺ��������������ǰ10�״��ں�ģ��ľ�ģ�ߣ�ʾ��ͼ���£�
�ڶ��ַ���Ϊ�����ģ�����һ��ʵ�ַ������ǣ�����ģ������ʱ�����˴�������̨�Ӹߣ���ȷ����ģ��Ϊ���Ҫ�����Ͳ�����Ҫ���ж��μӸߣ��Һ�ģ��δ�㻹�ܼ�ģ�ߵİ�װ�������ڣ�ģ�߰�װ���̲���Ҫ�ٽ���ģ�������6-10mm��ʡʱʡ����
������
������ĥ�����ȥ���������˺�ģ����һ�ش�ְҵΣ�����ز����ַ۳��IJ�����������Ա���Ĺ������������ְҵ�����գ������˴�����Ũ�Ȳ����ַ۳��IJ�������ҵΪ�˲���Ҫ��Ϊ�˹���Ա����������ķ۳�������Ʒ�����ͳɱ�����ҵ�������ڴ˹�����Ͷ������Ĵ�ĥ��ĥ�豸��ҵ���������豸����ʡ�����ɱ�����һ��ֵ���ƹ�ķ��ҶƬ����Ҷ���������ա�
���ο����ס�
[1]����;�Ŵ���;¬��.��������ҶƬһ�廯�����գ��й��� CN2012101596(02.2[P]. 20120919.
[2]�ʤ,�Ž���.��չ�ע�������ڴ��ͷ�����ҶƬ�е�Ӧ��[C]//�����ѧ���ʮ����ȫ��������/���ϲ���ѧ�����.��ɽ.2026:25-4.
[3]���Ǵ�.�����ִ�ĥ�۳�Σ�������δ뷶[��].���⽻���� 2016(19)
������顿
�����1986�������У����������������������Ƹۣ�����˾���о������ϲ��Ϸ��ҶƬ��
(���α༭������)