您当前的位置:首页>论文资料>三级压缩缓冲罐封头裂纹分析∕处理
内容简介
 ·58·
·58·案例分析
化工中间体 Chenmical Intermediate
三级压缩缓冲罐封头裂纹分析/处理
钟锋1张春美
(充矿鲁南化肥厂,山东枣庄277527)
2011年第04期
摘要:合成氮分厂三级压缩机后气体缓冲链,简称“三级压增缓冲罐”。在生产过程中上封头中心接管处出现裂纹,被迫停车修复。文章详细分
析了裂纹的形成原因及管道展动的处理。修复工艺科学、合理,参复后质量达到了长展期使用要求。关管调:三级压缩缓冲罐封头裂纹管道报动分折修复能
中分类号:TQ441.41
文献标识码:A
文章编号:T16728114(2011)0405803
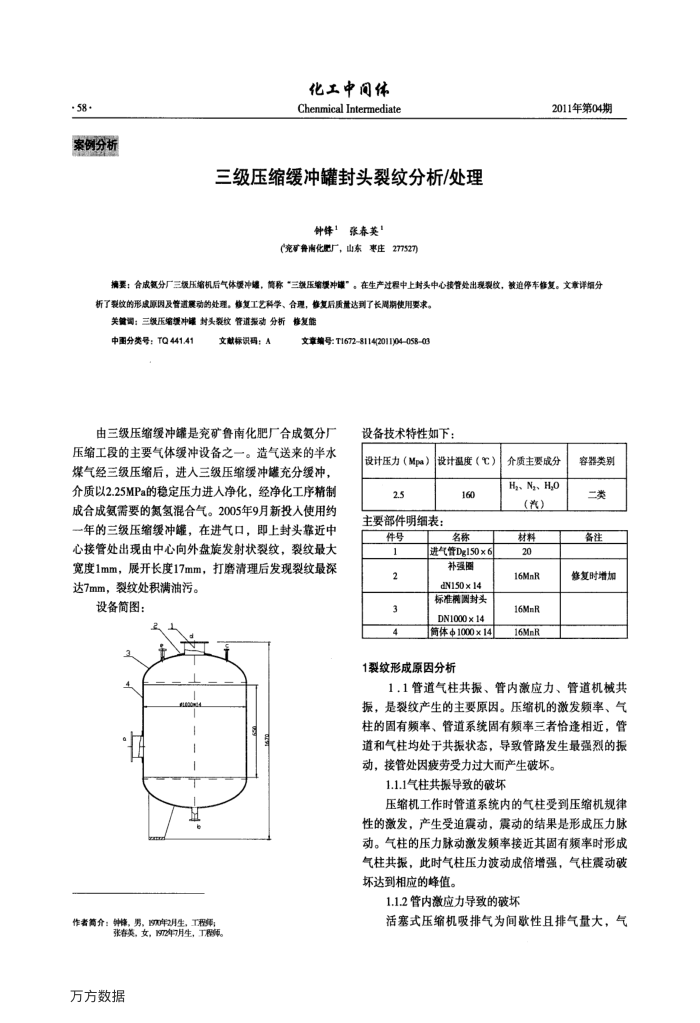
由三级压缩缓冲罐是充矿鲁南化肥厂合成氮分厂压缩工段的主要气体缓冲设备之一。造气送来的半水煤气经三级压缩后,进人三级压缩缓冲罐充分缓冲,介质以2.25MPa的稳定压力进人净化,经净化工序精制成合成氨需要的额氢混合气。2005年9月新投人使用约一年的三级压缩缓冲罐,在进气口,即上封头靠近中心接管处出现由中心向外盘旋发射状裂纹,裂纹最大宽度1mm,展开长度17mm,打磨清理后发现裂纹最深达7mm,裂纹处积满油污。
设备简图:
作者简介:钟锋,男,190年2月生,工程师;
张春美,女,1912年7月生,丁翻师
万方数据
设备技术特性如下:
设计压力(Mpa)
2.5
设计温度(℃)
160
主要部件明细表:
件号 1
2 3 4
名称
进气管Dg150×6 补强圈 dN150 × 14 标准椭圆封头 DN1000×14 简体中1000×14
1裂纹形成原因分析
介质主要成分 Hg、Ng、H,0
(汽) 材料 20 16MnR
16MnR 16MnR
容器类别二类备注修复时增加
1.1管道气柱共振、管内激应力、管道机械共振,是裂纹产生的主要原因。压缩机的激发频率、气柱的固有频率、管道系统固有频率三者恰逢相近,管道和气柱均处于共振状态,导致管路发生最强烈的振动,接管处因疲劳受力过大而产生破坏。
1.1.1气柱共振导致的破坏
压缩机工作时管道系统内的气柱受到压缩机规律性的激发,产生受迫震动,震动的结果是形成压力脉动。气柱的压力脉动激发频率接近其固有频率时形成气柱共振,此时气柱压力波动成倍增强,气柱震动破坏达到相应的峰值。
1.1.2管内激应力导致的破坏
活塞式压缩机吸排气为间歇性且排气量大,气
上一章:烟草中茄酮的富集和应用
下一章:烧结烟气脱硫工艺技术分析