�������ְ����Զ���⼰�ջ����Ƽ�����Ӧ��
���ݼ��
 ���ּ�����Ӧ��
���ּ�����Ӧ����Ӧ���о�
�������ְ����Զ���⼰�ջ����Ƽ�����Ӧ��
֣����������
��ɽ�����߸�����������˾�Զ�����ɽ������271104)
ժҪ�����Ľ����˰��μ���DZ��Ƚ���ƽֱ���ǵĹ���ԭ����������PLC����ʵ�����������е�����⣬Ϊ���αջ������ṩ��ȷ���ȶ���������Դ��ͨ���αջ����ƣ�����˰������������¶������ְ��ο����������õĽ����ֵ��
�ؼ���������ԭ����������
�ջ�����
��ͼ����ţ�TP29 1.����
���ױ�ʶ�룺A
���±�ţ�1007-9416(2011)04-0030-02
���ֱ��棬�ڱ�����ֱ����γ�һ��û����
���ֵİ��ξ��Ȱ�������漸�ξ���(��)������ƽ̹�ȣ��������������ֵ���Ҫ����ָ�꣬�ִ�����������������䱸���αջ�����ϵͳ������1500mm�������ֲ�����IRM��IMS�����ṩ�İ����Զ����װ�ã�ʵ���˴����Ⱥ�ƽֱ�ȵ�ʵʱ��⣬�����������˻�������PID�������İ��η�������ģ�ͣ�����˴���ȫ���İ���������
2���DZ�����ԭ��
2.1���ǹ���ԭ��
IMS��˾�������������Ӵ�ʽ�Ȳ���װ�ã�ʹ��X���ߺͼ�������������ô��������ߺ�Ⱥʹ�����ɸ���ݣ������ԭ����ͼ1����ҡ��C�ͼ����ϱ�װ������X ���߷���װ�ã�C�ͼ����±���58��﮵������ڼ��X����������ͨ��������������ȷ�����������յ��IJ��֣��Ӷ�ȷ�������ֵĺ�ȡ�ͨ��58�����ͨ���ɵõ�58��ˮƽ����ĺ�����ݣ��Ƚϲ�ͬλ�õĺ�ȿɵõ����ֵ��Ⱥ�ģ�ζȣ�����ʽ��
C=H.
H-H
;W_H.-H
ʽ��.CΪ�����ȣ�HΪ���������ߺ�ȣ�H��Ϊ���ֲ������Ե��ȣ�H��Ϊ���ִ������Ե��ȡ�
2.2ƽֱ���ǹ���ԭ��
����ʱIRM��˾������ƽ̹���ǣ������ԭ����ͼ2.ͶӰ����бͶ������ߵ�
������
��
Xʱ��ͨ
лӯ���ź�Ƥ
ͼ1����X���߲���ԭ��������
30
���ּ�����Ӧ�ù�Ƭ����
�����.�����������ֿ���������CCD ���������������ȡ���ֱ��������ǵ�������ͼ��������ͼ����ϵͳ��ȡ����λ����Ϣ����������������ؿ��ȷ���ͬλ�õ��쳤�ʡ��Ƚϲ�ͬλ�õ��쳤�ʿɵõ����ֵ�ƽ̹�ȺͲ��Գƶȣ�����ʽ��
6=8
8-8, 2
ʽ�У�&Ϊƽ̹�ȣ���������ο����йأ���ӳ���ֶԳ�ƽ̹��ȱ�ݣ�YΪ���Գƶȣ���һ�����ο����йأ���ӳ���Գ�ƽ̹��ȱ�ݣ�8cΪ�����в���ά�쳤�ʣ�5DΪ���ִ�������ά�쳤�ʣ�WΪ���ֲ�������ά�쳤�ʡ�IU�ǹ���ͨ�õ�ƽ̹�ȶ�����λ��
3�����αջ�����
3.1���αջ����Ƶ����
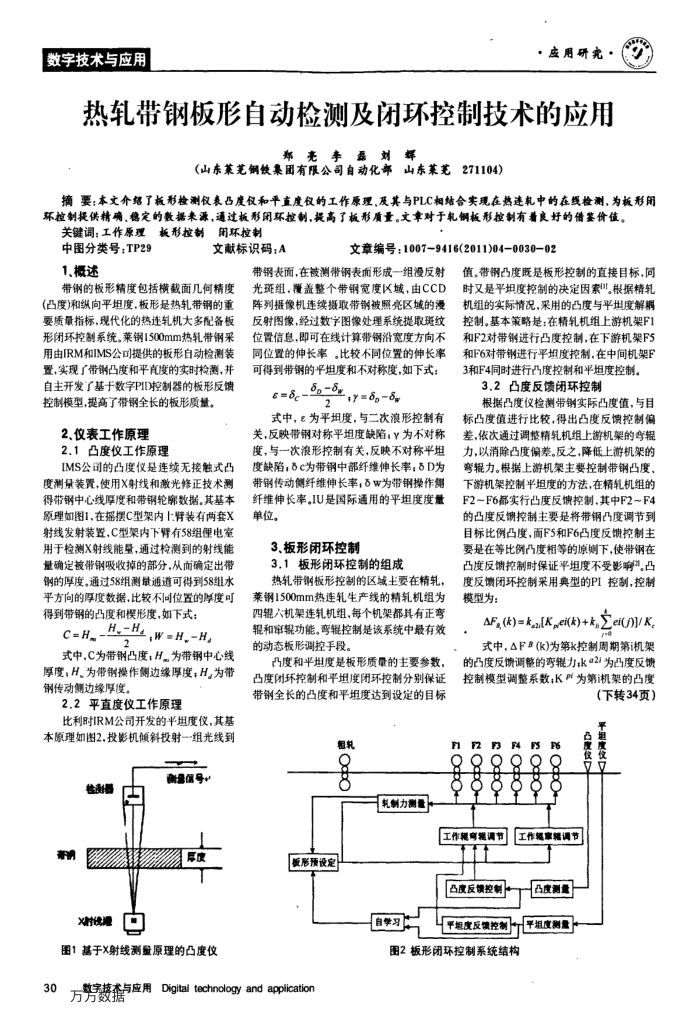
�������ְ��ο��Ƶ�������Ҫ�ھ�������1500mm�����������ߵľ�������Ϊ�Ĺ��������������飬ÿ�����ܶ��������伭�����ܡ��伭�����Ǹ�ϵͳ������Ч�Ķ�̬���ε����ֶΣ�
�Ⱥ�ƽ̹���ǰ�����������Ҫ�������ȱջ����ƺ�ƽ̹�ȱջ����Ʒֱ�֤����ȫ�����Ⱥ�ƽ̹�ȴﵽ�趨��Ŀ��
���� opo
��������
ֵ�������ȼ��ǰ��ο��Ƶ�ֱ��Ŀ�꣬ͬʱ����ƽ̹�ȿ��Ƶľ��������䡣���ݾ��������ʵ����������õ�����ƽ̹�Ƚ�����ơ����������ǣ��ھ����������λ���F1 ��F2�Դ��ֽ����ȿ��ƣ������λ���F5 ��F6�Դ��ֽ���ƽ̹�ȿ��ƣ����м����F
3��F4ͬʱ�����ȿ��ƺ�ƽ̹�ȿ��ơ� 3.2�ȷ����ջ�����
�������Ǽ�����ʵ����ֵ����Ŀ����ֵ���бȽϣ��ó��ȷ�������ƫ�����ͨ�����������������λ��ܵ��伭������������ƫ���֮���������λ��ܵ��伭�����������λ�����Ҫ���ƴ����ȣ����λ��ܿ���ƽ̹�ȵķ������ھ�������� F2~F6��ʵ���ȷ������ƣ�����F2~F4 ���ȷ���������Ҫ�ǽ������ȵ��ڵ�Ŀ������ȣ���F5��F6�ȷ���������Ҫ���ڵȱ�������ȵ�ԭ���£�ʹ�������ȷ�������ʱ��֤ƽ̹�Ȳ���Ӱ��"���ȷ����ջ����Ʋ��õ��͵�PI���ƣ�����ģ��Ϊ��
AF, (k) = k,[K,ei(K)+k,ei()]/ K, ʽ�У�F8(k)Ϊ��k�������ڵ�i����
���ȷ����������伭��:ke2iΪ�ȷ�������ģ�͵���ϵ����KpΪ�ڻ��ܵ���
����ת34ҳ��
F1
3F4FS F2
QQQ�� o
o
F6
ҹУ��
8888
Qc
8
��������װ����
����Ԥ�趨
�ȷ�������
��ѧ��
����������
�Ȳ���
ƽ��ȷ�������
ƽ̹�Ȳ���
ͼ2���αջ�����ϵͳ�ṹ
Digital technology and application