您当前的位置:首页>论文资料>非线性体车削加工工艺策略
内容简介
 精密制造与自动化
精密制造与自动化非线性体车削加工工艺策略
马丽
(九州职业技术学院江苏徐州221116)
2017年第1期
摘要数控加工技术是非圆曲线等零件的主要加工方法,也是各国探索发展的先进制造技术之一,通过跟踪国内外的研究热点和最新研究成果,对非圆曲线的数控加工关键技术进行提炼。以加工仿真子弹头为研究对象,对
非圆曲线的几何造型、数控加工工艺策略、加工难点进行研究并提出解决方案。关键词非圆曲线几何造型工艺策略数控加工仿真解决方案
通过分析仿真子弹的曲面造型,并在 MasterCAM环境下实现子弹的几何造型。根据曲面的构造对非圆曲线进行了曲面分割,制定数控加工工艺策略,在此基础上分析子弹的主要加工工艺流程,并用数控仿真软件实现子弹的加工路径规划,最后,研究基于30°尖刀加工无刀具干涉的路径方法,用宏指令编写加工程序,分析数控加工仿真的基本流程,并用数控仿真软件,实现子弹全过程仿
真加工。 1
曲面造型
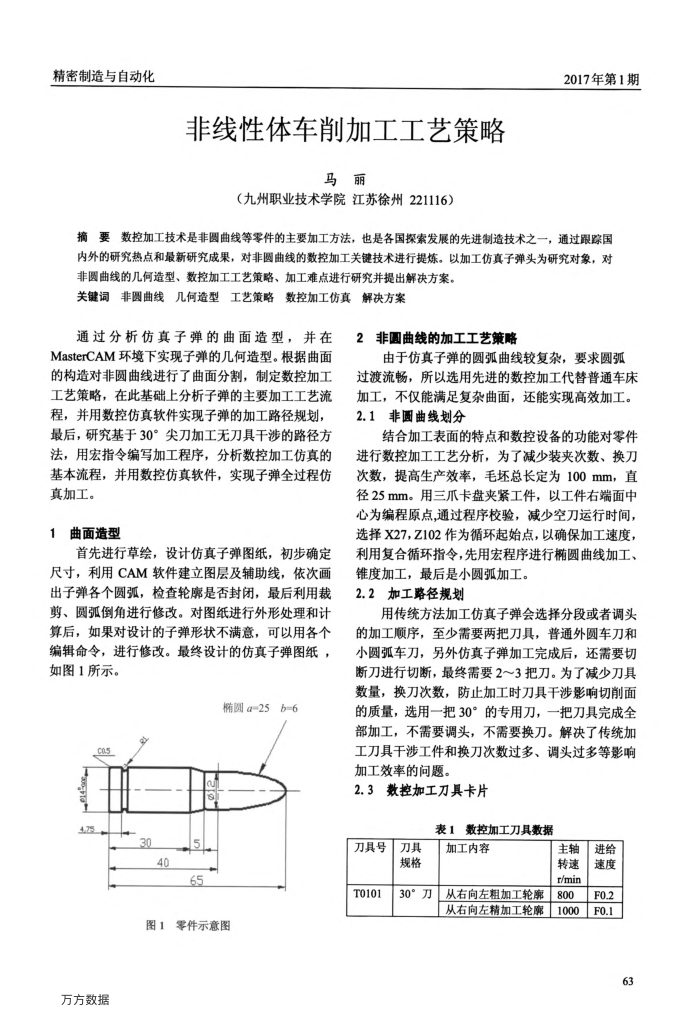
首先进行草绘,设计仿真子弹图纸,初步确定尺寸,利用CAM软件建立图层及辅助线,依次画出子弹各个圆弧,检查轮廊是否封闭,最后利用裁剪、圆弧倒角进行修改。对图纸进行外形处理和计算后,如果对设计的子弹形状不满意,可以用各个编辑命令,进行修改。最终设计的仿真子弹图纸如图1所示。
椭圆a=25b=6
4.75 万方数据
30
40
65
图1零件示意图
2非圆曲线的加工工艺策略
由于仿真子弹的圆弧曲线较复杂,要求圆弧过渡流畅,所以选用先进的数控加工代替普通车床加工,不仅能满足复杂曲面,还能实现高效加工。 2.1非圆曲线划分
结合加工表面的特点和数控设备的功能对零件进行数控加工工艺分析,为了减少装夹次数、换刀次数,提高生产效率,毛坏总长定为100mm,直径25mm。用三爪卡盘夹紧工件,以工件右端面中心为编程原点,通过程序校验,减少空刀运行时间,选择X27,Z102作为循环起始点,以确保加工速度,利用复合循环指令,先用宏程序进行椭圆曲线加工、
锥度加工,最后是小圆弧加工。 2.2加工路径规划
用传统方法加工仿真子弹会选择分段或者调头的加工顺序,至少需要两把刀具,普通外圆车刀和小圆弧车刀,另外仿真子弹加工完成后,还需要切断刀进行切断,最终需要2~3把刀。为了减少刀具数量,换刀次数,防止加工时刀具干涉影响切削面的质量,选用一把30°的专用刀,一把刀具完成全部加工,不需要调头,不需要换刀。解决了传统加工刀具干涉工件和换刀次数过多、调头过多等影响加工效率的问题。
2.3数控加工刀具卡片
表1数控加工刀具数据
刀具号 T0101
刀具规格
加工内容
从右向左粗加工轮廊
30°刀
从右向左精加工轮廊
主轴转速 r/min 800
进给速度
F0.2
1000F0.1
63
上一章:MSA在6Sigma项目中的应用
下一章:推进器底座及叶轮加工