您当前的位置:首页>论文资料>细长丝杠车削加工工艺的探讨
内容简介
 精密制造与自动化
精密制造与自动化细长丝杠车削加工工艺的探讨
胡雅琴裘卓明
(杭州杭机股份有限公司浙江临安311305)
2016年第3期
摘要通过细长轴的加工实例,从细长轴的定义及特性入手对细长轴的加工进行分析。结合加工细长轴的工艺过程,阐述了从合理的装夹方法到切用量的选择对车前细长轴的影响,以及使用不同的材质对车削细长轴表面粗糙度的影响。
关键词细长轴切削用量机械性能易切削非调质钢表面粗糙度
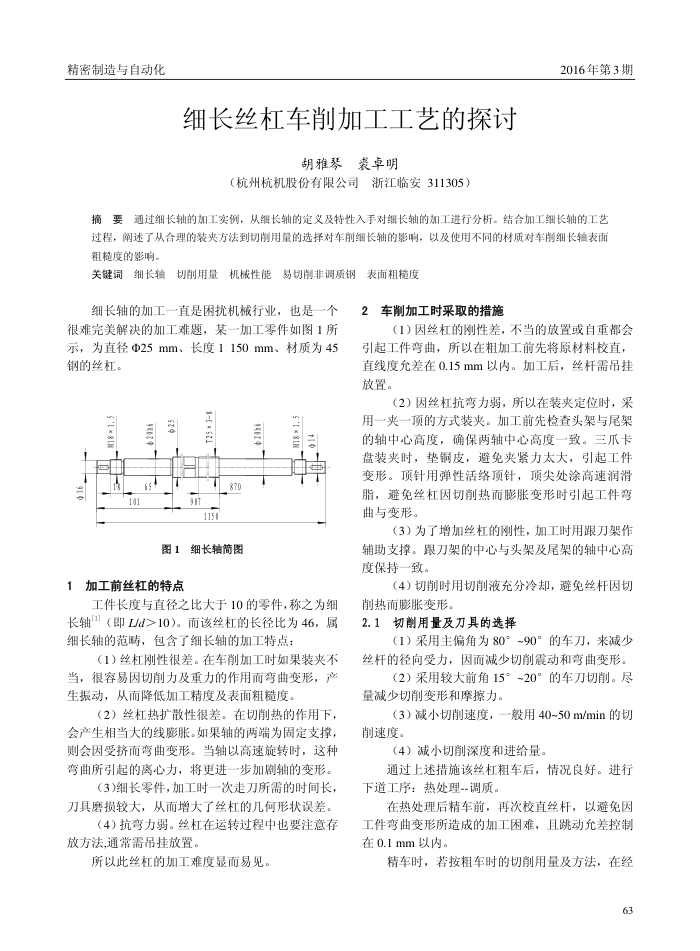
细长轴的加工一直是困扰机械行业,也是一个
很难完美解决的加工难题,某一加工零件如图1所示,为直径Φ25mm、长度1150mm、材质为45 钢的丝杠。
M18×1. 5
101
st1
870
1151
图1细长轴简图
1加工前丝杠的特点
+ 246
8[
工件长度与直径之比大于10的零件,称之为细长轴(即L/d>10)。而该丝杠的长径比为46,属细长轴的范畴,包含了细长轴的加工特点:
(1)丝杠刚性很差。在车削加工时如果装夹不
当,很容易因切削力及重力的作用而弯曲变形,产生振动,从而降低加工精度及表面粗糙度。
(2)丝杠热扩散性很差。在切削热的作用下,
会产生相当大的线膨胀。如果轴的两端为固定支撑,则会因受挤而弯曲变形。当轴以高速旋转时,这种弯曲所引起的离心力,将更进一步加剧轴的变形
(3)细长零件,加工时一次走刀所需的时间长,
刀具磨损较大,从而增大了丝杠的几何形状误差。
(4)抗弯力弱。丝杠在运转过程中也要注意存
放方法,通常需吊挂放置。
所以此丝杠的加工难度显而易见。
2车削加工时采取的措施
(1)因丝杠的刚性差,不当的放置或自重都会
引起工件弯曲,所以在粗加工前先将原材料校直,直线度允差在0.15mm以内。加工后,丝杆需吊挂放置。
(2)因丝杠抗弯力弱,所以在装夹定位时,采
用一来一项的方式装夹。加工前先检查头架与展架的轴中心高度,确保两轴中心高度一致。三爪卡盘装夹时,垫铜皮,避免夹紧力太大,引起工件变形。顶针用弹性活络顶针,顶尖处涂高速润滑脂,避免丝杠因切削热而膨胀变形时引起工件弯曲与变形。
(3)为了增加丝杠的刚性,加工时用跟刀架作
辅助支撑。跟刀架的中心与头架及尾架的轴中心高度保持一致。
(4)切削时用切削液充分冷却,避免丝杆因切
削热而膨胀变形。
2.1切削用量及刀具的选择
(1)采用主偏角为80°~90°的车刀,来减少
丝杆的径向受力,因而减少切削震动和弯曲变形。
(2)采用较大前角15°~20°的车刀切削。尽
量减少切削变形和摩擦力。
(3)减小切削速度,一般用40~50m/min的切
削速度。
(4)减小切削深度和进给量。
通过上述措施该丝杠粗车后,情况良好。进行下道工序:热处理--调质。
在热处理后精车前,再次校直丝杆,以避免因工件弯曲变形所造成的加工困难,且跳动允差控制在0.1mm以内。
精车时,若按粗车时的切削用量及方法,在经
E9
上一章:西门子S120驱动在数控轧辊磨床上的应用
下一章:预防断路器常见故障的技术措施