您当前的位置:首页>论文资料>推进器底座及叶轮加工
内容简介
 精密制造与自动化
精密制造与自动化推进器底座及叶轮加工
刘艳申
(陕西工业职业技术学院陕西咸阳712000)
2016年第2期
摘要随着数控技术的发展,高速切削与五轴加工设备运用日益普及。针对推进器底座及叶轮的编程与加工间题,以一种简化的螺旋浆推进器模型为载体,重点介绍利用UGNX9完成推进器复杂的底座和叶轮的自动编程
并利用DMU80monoBlock五轴镗铣加工中心对刀具轨迹进行验证。关键词推进器叶轮五轴
推进器(助推器)一般用来提供动力,提高速
度,是通过施转叶片或喷气(水)来产生推力。推进器在船舶、航空等领域应用广泛,主要是提供船艇的动力。推动器的种类繁多,有螺旋桨推进器、电动船用推进器、航空推进器、喷水推进器等。每种都有它特殊的用途及特点,但推进器的加工需要采用多轴联动加工设备才能完成。UGNX是集 CAD/CAM/CAE于一体的三维参数化设计软件] 可以借助于UGNX的计算机辅助制造功能完成推进器底座及叶轮的自动编程。
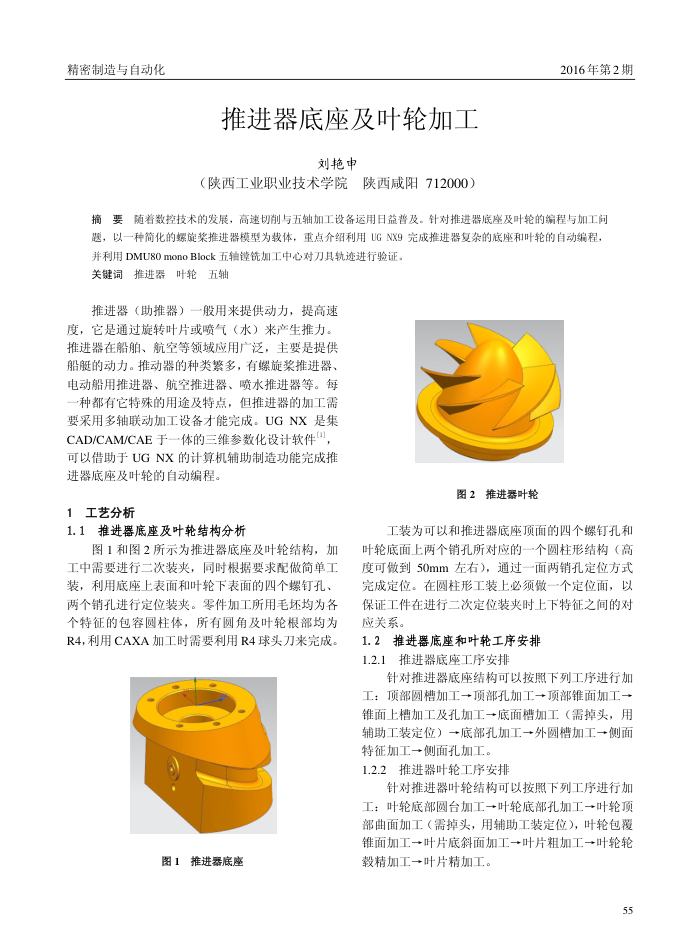
图2推进器叶轮
1工艺分析
1.1推进器底座及叶轮结构分析
图1和图2所示为推进器底座及叶轮结构,加工中需要进行二次装夹,同时根据要求配做简单工装,利用底座上表面和叶轮下表面的四个螺钉孔、两个销孔进行定位装夹。零件加工所用毛坏均为各个特征的包容圆柱体,所有圆角及叶轮根部均为 R4,利用CAXA加工时需要利用R4球头刀来完成
图1推进器底座
工装为可以和推进器底座项面的四个燃钉和叶轮底面上两个销孔所对应的一个圆柱形结构(高度可傲到50mm左右),通过一面两销孔定位方式完成定位。在圆柱形工装上必须做一个定位面,以保证工件在进行二次定位装夹时上下特征之间的对应关系。
1.2推进器底座和叶轮工序安排 1.2.1推进器底座工序安排
针对推进器底座结构可以按照下列工序进行加工:顶部圆槽加工→顶部孔加工→顶部锥面加工一锥面上槽加工及孔加工→底面槽加工(需掉头,用辅助工装定位)→底部孔加工→外圆籍加工→侧面特征加工→侧面孔加工。
1.2.2推进器叶轮工序安排
针对推进器叶轮结构可以按照下列工序进行加工:叶轮底部圆台加工→叶轮底部孔加工→叶轮顶部曲面加工(需掉头,用辅助工装定位),叶轮包覆锥面加工→叶片底斜面加工→叶片粗加工→叶轮轮毅精加工→叶片精加工。
55
上一章:非线性体车削加工工艺策略
下一章:高压冷却技术在航空高温合金薄壁零件加工中的应用